
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
4. Технические данные оборудования для переработки пластмасс
Гидравлические прессы.
Гидравлические прессы являются основным оборудованием для
переработки реактопластов в изделия. Конструкция пресса упрощенно
показана на рис. 25. Его основные узлы смонтированы на жесткой
сварной раме 1. В верхней части рамы установлен главный рабочий
цилиндр 2, к штоку 3
которого присоединен ползун 4.
В нижней части рамы находится
стол 5 и второй
гидравлический цилиндр 6, приводящий
в действие выталкиватель 7. Верхнюю
половину пресс-формы закрепляют на ползуне 4, а
нижнюю, неподвижную часть - на столе 5.
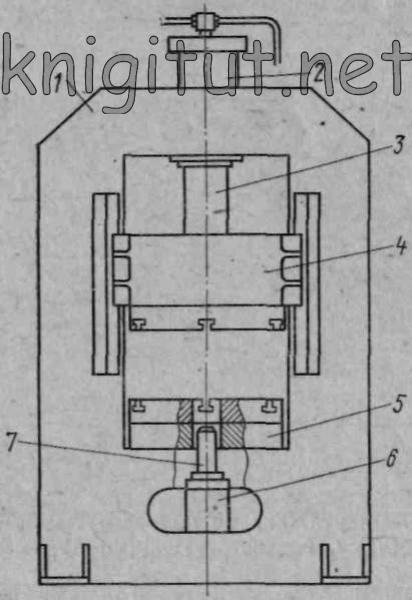
Рис. 25. Гидравлический пресс для переработки реактопластов
Пресс снабжен электрическим терморегулятором, автоматически поддерживающим заданную температуру верхней и нижней частей пресс-формы.
Процесс прессования на прессе состоит из следующих переходов: смыкание пресс-формы, подпрессовка или кратковременное раскрытие пресс-формы для выпуска газов, интенсивно образующихся при нагреве пластмассы, выдержка: под давлением, раскрытие пресс-формы, выталкивание отпрессованных деталей.
Конструкции современных прессов обеспечивают выполнение перечисленных элементов процесса прессования в автоматическом режиме. При необходимости (во время установки и опробования пресс-форм) пресс работает в наладочном режиме. В этом случае рабочий управляет движением верхнего и нижнего плунжеров пресса, включая соответствующие кнопки в необходимой последовательности.
Для переработки реактопластов применяют различные конструкции гидравлических прессов, которые разделяются по следующим основным признакам.
По типу привода:
работающие от индивидуального гидравлического привода, поставляемого в комплекте с прессом;
работающие от группового привода — насосно-аккумуляторной станции, обеспечивающей подачу рабочей жидкости под давлением для группы прессов.
Почислу и расположению рабочих цилиндров:
с одним верхним рабочим цилиндром;
с одним нижним рабочим цилиндром;
с двумя рабочими цилиндрами — верхним и нижним, работающими навстречу друг другу;
с двумя рабочими цилиндрами — верхним и боковым (угловые прессы).
По способу управления:
прессы-автоматы, работающие непрерывно, без участия рабочего;
работающие в полуавтоматическом режиме, когда от нажатия пусковой кнопки управления последовательно выполняется один законченный цикл прессования — смыкание пресс-формы, подпрессовка, выдержка под давлением, раскрытие пресс-формы и выталкивание изделий. После очередной загрузки прессматериала в форму, для повторения цикла необходимо снова нажать кнопку;
с ручным управлением, когда каждое включение рабочих цилиндров выполняется рабочим.
По конструкции:
рамной конструкции, у которых основные узлы (рабочие цилиндры и плиты) установлены на жесткой сварной или литой замкнутой раме;
колонные, имеющие две или четыре колонны, скрепляющие основание пресса с верхней траверсой, где установлен рабочий цилиндр. Колонны служат также направляющими для подвижной плиты пресса.
Гидравлический пресс характеризуют следующие основные параметры:
номинальное усилие прессования, которое позволяет судить о возможности прессования деталей в зависимости от площади их горизонтальной проекции;
наибольшая величина хода ползуна, определяющая допустимые размеры изделия по высоте;
наименьшее расстояние между ползуном и столом пресса, необходимое для определения высоты устанавливаемых пресс-форм;
величина хода выталкивателя пресса;
размеры плит стола и ползуна пресса (определяющие размеры пресс-форм)
В столе и ползуне пресса выполнены пазы для крепления к ним пресс-форм.
Для
обеспечения взаимозаменяемости при перестановке пресс-форм на прессы
различных моделей пазы для крепления принято выполнять определенных
размеров, предусмотренных стандартом. Размеры пазов для крепления
пресс-форм приведены на рис. 26.
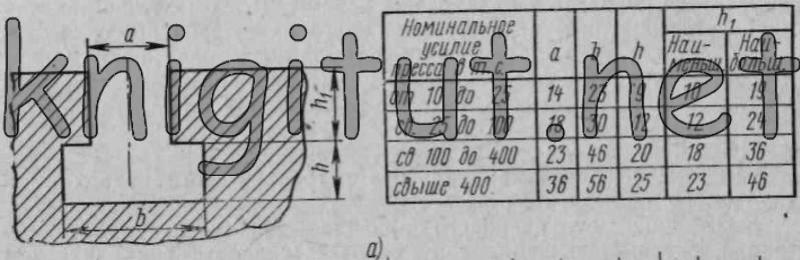
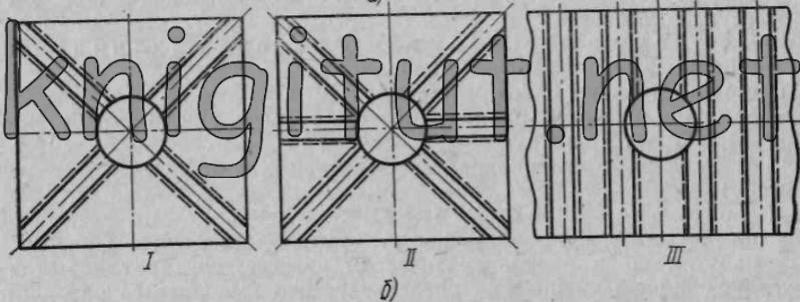
Рис. 26. Пазы для крепления пресс-форм: а — размеры, б —варианты расположения
Расположение пазов в столах и ползунах зависит от номинального усилия пресса. Вариант I предусмотрен для прессов усилием от 10 до 40 тс, вариант II — от 40 до 160 тс, вариант III —от 160 до 630 тс.
Основные технические характеристики прессов отечественного производства приведены в табл. 118 и 119.
118. Технические характеристики прессов с индивидуальным приводом
| Параметры | Модель | |||||||
| ДА2424 | П481А | ДА2428 | Д2430 | ПД476А | Д2434А | ДА2436 | 1А2238 | |
| Номинальное усилие, тс | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 |
| Ход ползуна, мм | 250 | 320 | 320 | 400 | 500 | 500 | 630 | 630 |
| Наибольшее расстояние между столом и ползуном, мм | 500 | 500 | 800 | 800 | 800 | 900 | 1250 | 1260 |
| Номинальное усилие выталкивателя, тс | 5,2 | 6 | 8,9 | 12,5 | 20 | 31,5 | 50 | 80 |
| Размеры стола, мм | 400×400 | 500×500 | 500×500 | 630×630 | 800×800 | 1000×1000 | 1250×1250 | 1400×1400 |
| Ход выталкивателя, мм | 125 | 160 | 160 | 200 | 250 | 250 | 320 | 320 |
| Скорость ползуна, мм/с: | ||||||||
| при холостом ходе вниз | 105 | 83 | 115 | 70 | 70 | 62 | 60 | 50 |
| при рабочем ходе | 2,5 | 2 | 2,5 | 2 | 2,7 | 2,2 | 2 | 2 |
| при возвратном ходе | 118 | 77 | 115 | 70 | 70 | 55 | 58 | 40 |
119. Технические характеристики прессов с групповым приводом
| Модель | ||||
Параметры |
Д2324 | Д2328 | Д2330 | Д2332 |
Номинальное усилие, тс |
25 | 63 | 100 | 160 |
Ход ползуна, мм |
250 | 320 | 400 | 500 |
Наибольшее расстояние между столом и ползуном, мм |
500 | 630 | 710 | 800 |
Номинальное усилие выталкивателя, тс |
5 | 10 | 12,5 | 20 |
Ход выталкивателя, мм |
125 | 160 | 200 | 250 |
Скорость ползуна, мм/с: |
||||
при холостом ходе вниз |
100 | 100 | 70 | 70 |
при рабочем ходе |
2,5 | 2,5 | 2 | 2 |
при возвратном ходе |
100 | 100 | 70 | 70 |
Размеры стола, мм |
400×400 | 500×500 | 630×630 | 800×800 |
return_links(); ?>