
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
8. Автоматические и полуавтоматические штампы
В штампах-автоматах все технологические переходы в процессе изготовления детали совершаются без участия рабочего, а в штампах-полуавтоматах некоторые переходы выполняются вручную.
При использовании универсальных кривошипных прессов наиболее эффективным техническим решением является создание штампов-автоматов и штампов полуавтоматов.
Существует три разновидности автоматических и полуавтоматических штампов:
- для изготовления детали из ленты или полосы;
- из прутка или проволоки;
- из штучных заготовок.
Наиболее удобным видом работ, с точки зрения автоматизации, является штамповка из ленты и из проволоки. Материал в штамп подается протягивающим ленту, полосу или проволоку устройством с помощью механизмов, действующих в одном ритме с прессом.
Часто при выполнении разделительных операций для передачи детали на следующую позицию, вырубленная заготовка при обратном ходе ползуна пресса заталкивается в полученное после вырубки отверстие в ленте и вместе с лентой продвигается по штампу. По завершении предусмотренного процесса остаток ленты (отход) разрубается на мелкие куски специальным, вмонтированным в штамп ножом и отходы ссыпаются в приемник, а деталь поступает на дальнейшую обработку. На рис. 22, а приведена схема автоматизации штамповки из ленты, построенная на таком принципе работы.
Для подачи в штамп штучных заготовок часто используют магазины с шиберным устройством.
На рис. 22, б показан шиберный питатель с клиновым приводом. При рабочем ходе ползуна пресса клин 3 перемещает шибер 2 вправо через ролик 4 и тягу, а в образовавшийся зазор из магазина 1 подается следующая заготовка. При обратном ходе ползуна пресса под действием пружины 5 шибер проталкивает очередную заготовку в рабочую зону штампа.
Экономическая целесообразность автоматизации штампов. Основным показателем экономической эффективности Т создания автоматически действующих устройств является срок окупаемости произведенных на них затрат, представляющий отношение полной величины единовременных (дополнительных) затрат к суммарной величине годовой экономии на текущие расходы производства:
где Зд — единовременные (дополнительные) затраты на автоматизацию, в которые входят стоимость проектирования, изготовления, монтажа, наладки и пуска средств автоматизации; N — годовой выпуск штампуемых деталей; Эм — экономия от стоимости металла на одно изделие; Э3 — экономия от производственной зарплаты на одно изделие; H — установленные (плановые) накладные расходы, %; b — коэффициент, учитывающий отсутствие экономии по некоторым статьям накладных расходов (если программа выпуска изделий не изменяется, то коэффициент b=0,2÷0,5; при значительном увеличении программы b = 0,6÷0,8).
Приведенная
формула является упрощенной и используется для предварительного
определения экономической эффективности.
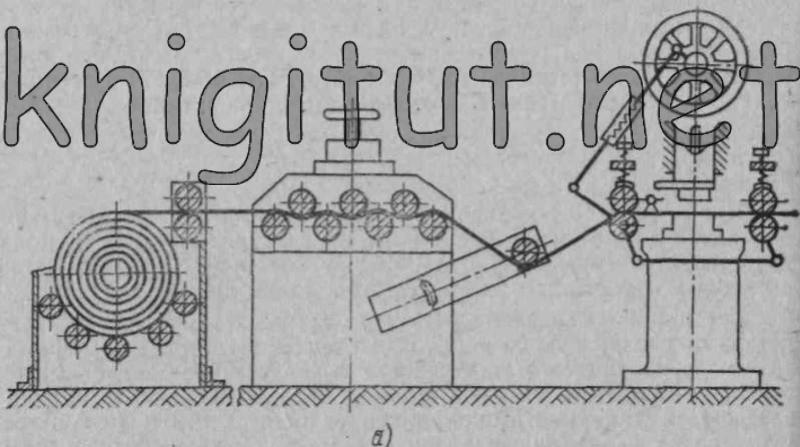
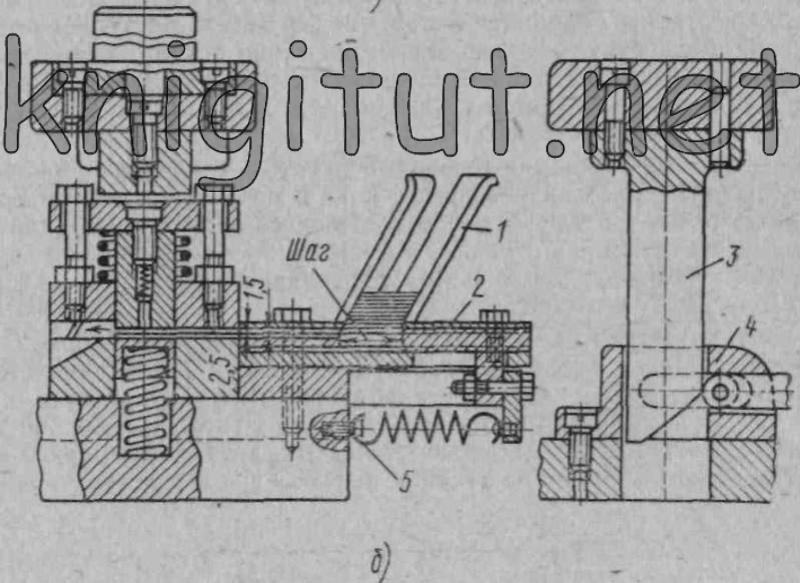
Рис. 22. Схемы автоматизированной штамповки:
а —штамповка из ленты, б — штамп с шиберным устройством для подачи заготовок
return_links(); ?>