
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
6. Операционные припуски при доводке деталей штампов после термообработки
При выполнении завершающих процессов механической обработки деталей штампов различают номинальные, максимальные и минимальные припуски на обработку.
Максимальный операционный припуск получается в том случае, когда на предшествующей стадии обработки допуск не использован, а на данной стадии допуск использован полностью.
Минимальный операционный припуск будет в случае, когда на предшествующей стадии обработки использован весь допуск, а на данной стадии операционный допуск не использован.
Особое внимание при обработке рабочих деталей штампов уделяется доводке, которая характеризуется снятием минимального припуска для достижения требуемой точности детали и шероховатости се рабочей поверхности.
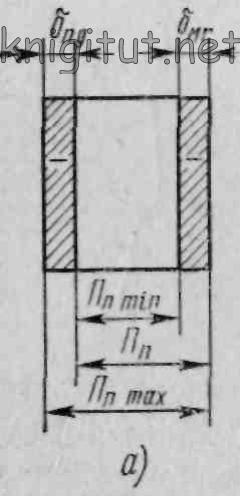
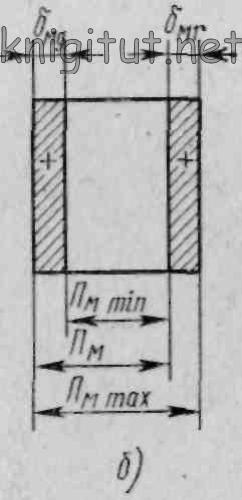
Рис. 16. Схема построения припусков и допусков на обработку внешних (а) и внутренних (б) рабочих поверхностей пуансонов и матриц штампов
На рис. 16 приведена схема построения припусков и допусков для обработки внешних и внутренних рабочих поверхностей деталей штампов.
Предельные величины припусков на доводку матрицы и пуансона выражаются соответственно:
Пм min = Пм - (δмч); Пп min = Пп - (δпч);
Пм max = Пм + (δмд); Пп max = Пп + (δпд),
где Пм — номинальный припуск на доводку матриц;
Пп—номинальный припуск на доводку пуансона;
δмч— допуск на чистовую обработку матрицы;
δпч—допуск на чистовую обработку пуансона;
δмд— допуск на доводку матрицы;
δпд — допуск на доводку пуансона.
При расчете припусков на доводку внешних поверхностей пуансона берется модуль отрицательного значения допуска на доводку или на чистовую обработку.
При расчете припусков на доводку внутренних поверхностей матрицы вид приведенных формул сохраняется с той лишь разницей, что в этом случае берется положительное значение допуска на чистовую обработку или на доводку.
Допуски, предусмотренные формулами, берут по таблицам допусков в зависимости от номинальных размеров матрицы или пуансона по требуемому классу точности.
Номинальные значения припусков могут быть взяты либо из соответствующих таблиц, либо подсчитаны как разность номинальных размеров на смежных стадиях обработки. Величина припуска оказывает существенное влияние на трудоемкость обработки, а следовательно, и на стоимость штампа. Она должна быть оптимальной, т. е. обеспечивающей получение годной детали при минимальных издержках на ее изготовление.
return_links(); ?>