
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
7. Технические данные кривошипных прессов
При проведении испытаний изготовленных штампов и пробной их эксплуатации необходимо выбирать пресс, соответствующий по своим техническим характеристикам основным данным изготовленного штампа. Ниже приведены важнейшие показатели технических характеристик прессов. По этим показателям подбирают прессы по соответствующим справочникам на технологическое оборудование штамповочных цехов.
Условные обозначения технических характеристик прессов
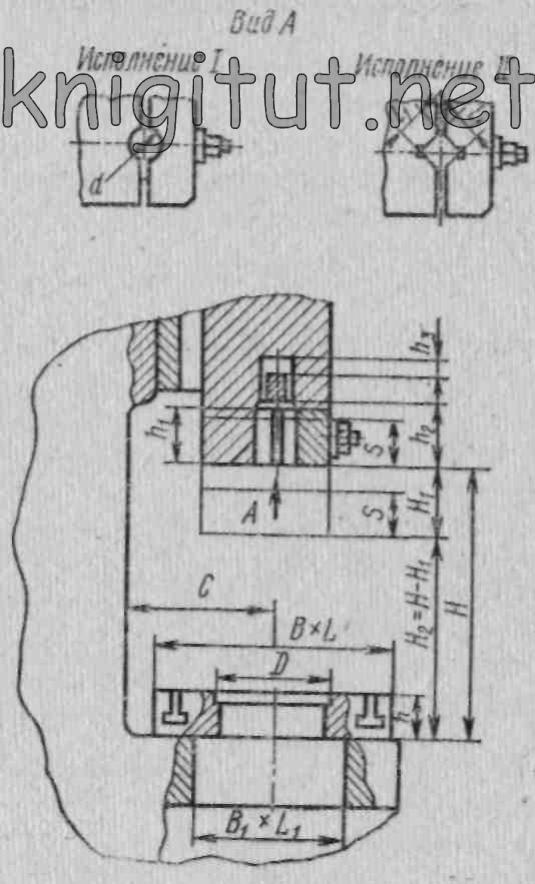
Р — номинальное усилие, тс;
S — ход ползуна; для прессов с регулируемым ходом наибольший — S наиб и наименьший—S наим мм; для прессов двойного действия ход внутреннего ползуна — S и ход наружного ползуна — S1;
n — число двойных ходов ползуна в минуту;
H1 — размер регулировки расстояния между столом и ползунам, мм;
Н — наибольшее расстояние между столом и ползуном в его нижнем положении при наибольшем ходе и наименьшей длине шатуна (для прессов с передвижным столом наибольшее расстояние при верхнем положении стола Hn1 и при нижнем положении стола Hn2), мм;
Н2=Н-Н1 —наименьшее расстояние между столам и ползуном в его нижнем положении, мм;
Hр — расстояние между столом и ползуном в его нижнем положении при применении пресса с регулируемым ходом;
С — расстояние от оси ползуна до станины (вылет), мм;
B*L —размеры стола, мм;
B1*L1 —размеры отверстия в столе, мм;
D —диаметр отверстия в подштамповой плите, мм;
h —толщина подштамповой плиты, мм;
d*h1 или l1 * h1—размеры отверстия в ползуне для крепления хвостовика, мм;
h2 — расстояние от выталкивающей планки до нижней поверхности ползуна;
h3 — ход выталкивателя, мм.
Выбранный пресс должен соответствовать следующим технологическим требованиям:
величина хода ползуна должна быть достаточной для установки заготовки, удаления готового изделия и выполнения штамповочной операции;
закрытая высота штампа Hшт должна быть меньше наибольшего расстояния H между столом и ползуном в его нижнем положении на величину гарантийного зазора, равного 5 мм, и больше минимального расстояния H1 на величину не менее 10 мм
H - 5=> Hшт =>H1 + 10.
Если закрытая высота штампа Hшт меньше наименьшего расстояния H1 между столом и ползуном в его нижнем положении, необходимо применение промежуточных подкладных плит или специально обработанных призм;
габарит штампа должен соответствовать габариту стола пресса, а размеры отверстия в столе пресса должны обеспечивать возможность выпадения деталей и отходов при работе на провал;
размеры хвостовика штампа должны строго соответствовать размерам отверстия в ползуне пресса (d или l1), а высота хвостовика должна быть меньше h1 на 3—6 мм;
высота выталкивающего штока должна быть больше размера h2 на 3 мм.
В прессах с регулируемым ходом ползуна при уменьшении величины хода расстояние Hp между столом и ползуном в его нижнем положении увеличивается и может быть определено по формуле
Hp = H + (S наиб - S)/2.
Расчет необходимого усилия пресса производится на основании расчетных данных. Номинальное усилие выбранного пресса должно быть всегда больше необходимого усилия для конкретной технологической операции. Для операции вытяжки помимо выбора пресса по требуемому усилию производится проверка по мощности.
return_links(); ?>