
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
4. Крепление пуансонов вырубных и пробивных штампов расклепкой и расчеканкой
При изготовлении пуансонов необходимо соблюдать следующие требования:
1. Во избежание смещения осей пуансоны с простым рабочим контуром следует выполнять с одинаковыми сечениями по всей длине.
2. Посадочную часть пуансона (рис. 15) выполняют по посадке Г (в отдельных случаях допускается выполнять по посадке Пл).
3. Посадку пуансонов (за исключением круглых) осуществляют по системе вала за счет пригонки посадочного отверстия. Затыльную часть пуансонов выполняют с буртиками под расклепку или расчеканку (рис. 15).
При штамповке материалов толщиной более 3 мм расклепку применять не рекомендуется, так как под действием усилия съема может произойти вырывание пуансонов.
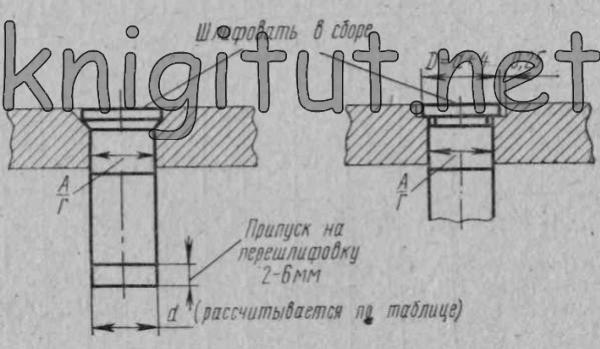
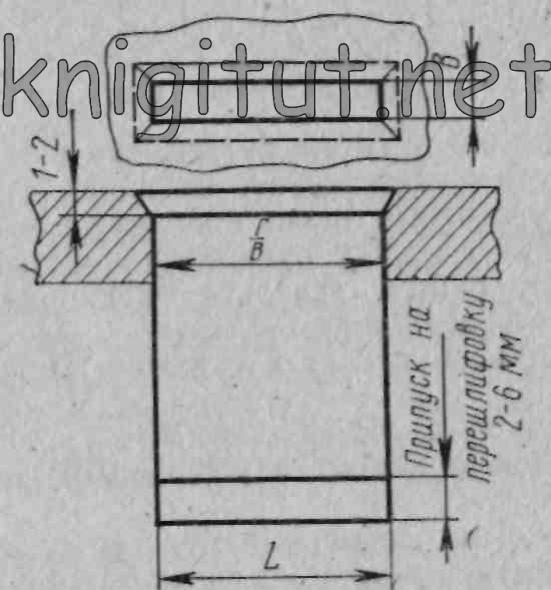
Рис. 15. Схема расчета припусков на расклепку пуансонов
4. При применении расклепки следует предусматривать припуск а (табл. 104), учитываемый при определении номинальной длины пуансона.
5. С увеличением длины жесткость пуансона уменьшается, поэтому следует стремиться к максимальному укорочению пуансонов.
6. В случае необходимости повышения прочности пуансона допускается увеличение размеров посадочной части.
7. Для пуансонов со сложным рабочим контуром следует предусматривать посадочную часть простой формы. При этом наибольшие размеры посадочной части должны совпадать с габаритными размерами рабочего контура.
104. Припуски на расклепку вырубных и пробивных пуансонов
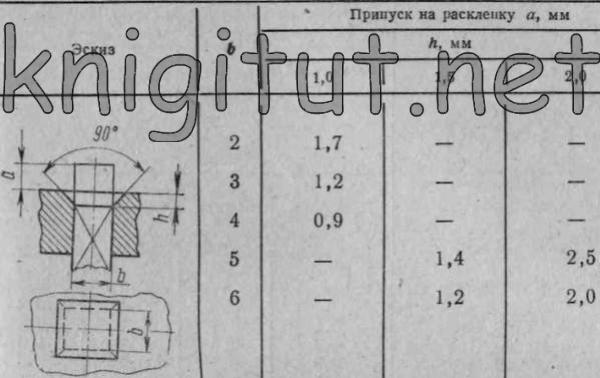
Примечание. Пуансоны размером более 6x6 мм, как правило, расчеканиваются.
return_links(); ?>