
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
3. Зазоры между пуансоном и съемником
В зависимости от конструкции штампа, размеров пуансонов я толщины штампуемого материала съемники вырубных штампов могут применяться для съема отходов полосы с пуансонов и для точного направления пуансонов.
Если съемник применяется только для съема отходов полосы с пуансонов, то зазор между пуансоном и отверстием в съемнике должен быть таким, чтобы не происходило затягивания материала под действием силы трения Pтр при съеме (рис. 14, а).
Съемник пригоняется по пуансону с зазором z2 (рис. 14,б), не превышающим величин, указанных в табл. 103.
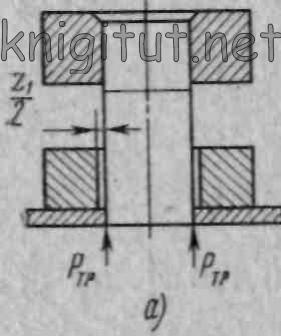
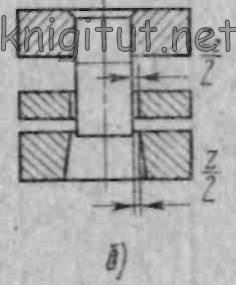
Рис. 14. Зазоры между пуансоном и съемником
103. Величины двусторонних зазоров между пуансоном и съемником в
зависимости от материала
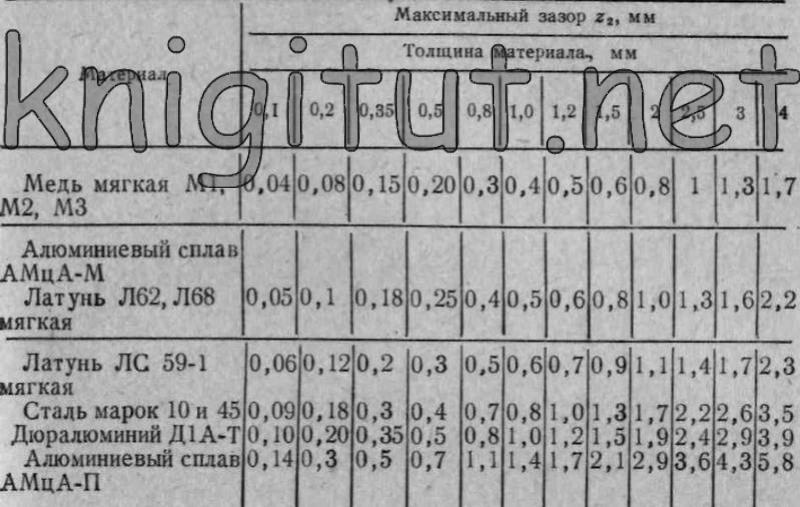
Примечание. Односторонний зазор z/2 между отверстием и пуансоном не должен быть более 0,5 ширины перемычки в штампуемом материале.
Точное направление пуансона в съемнике необходимо для обеспечения равномерного зазора между матрицей и пуансоном. Зазор z2 между пуансоном и отверстием в съемнике в этом случае должен быть не более зазора г между пуансоном и матрицей. Рекомендуемая величина двустороннего зазора z2 принимается по табл. 103 с коэффициентом не более 0,8 (z2=0,8z).
Точное направление пуансона в съемнике может быть рекомендовано:
в штампах без направляющих колонок;
в многопуансонных штампах с различными размерами пуансонов;
в штампах с малыми размерами пуансонов, если невозможно обеспечить необходимую прочность только за счет усиления самого пуансона;
при вырубке в штампе с верхним прижимом заготовок из металлических тонколистовых (S <=0,5 мм) и неметаллических материалов.
return_links(); ?>