
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
2. Зазоры между матрицей и пуансоном в разделительных штампах
Величина зазора между матрицей и пуансоном вырубных и пробивных штампов оказывает важное влияние на протекание процесса штамповки и на стойкость штампа, а также на качество поверхности среза и точность получаемой детали.
Для каждого материала определенной толщины имеются свои оптимальные зазоры, обычно проверяемые на практике.
При штамповке с оптимальными зазорами достигаются минимальные усилия вырубки и получается наиболее удовлетворительная форма среза. Размеры вырубаемой детали приобретают наиболее близкое значение с размерами матрицы, а пробиваемого отверстия — с размерами пуансона.
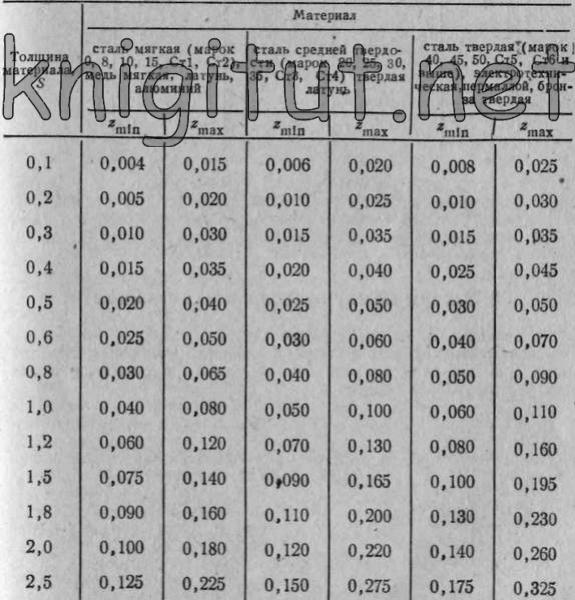
В табл. 101, 102 приведены оптимальные значения двусторонних зазоров (минимальные и максимальные) для различных материалов и толщин при обычных существующих на большинстве заводов режимах работы прессов с числом двойных ходов n, не превышающим 120—140 в 1 мин.
При вырубке (пробивке) с повышенным числом ходов пресса оптимальная величина зазора должна быть увеличена по сравнению с табличными данными. Однако общая точность изготовления штампа должна быть при этом более высокой, иначе возможно «заедание» или «зарубание» штампа.
101. Двусторонние зазоры между пуансоном и матрицей вырубных и пробивных штампов для различных материалов, мм
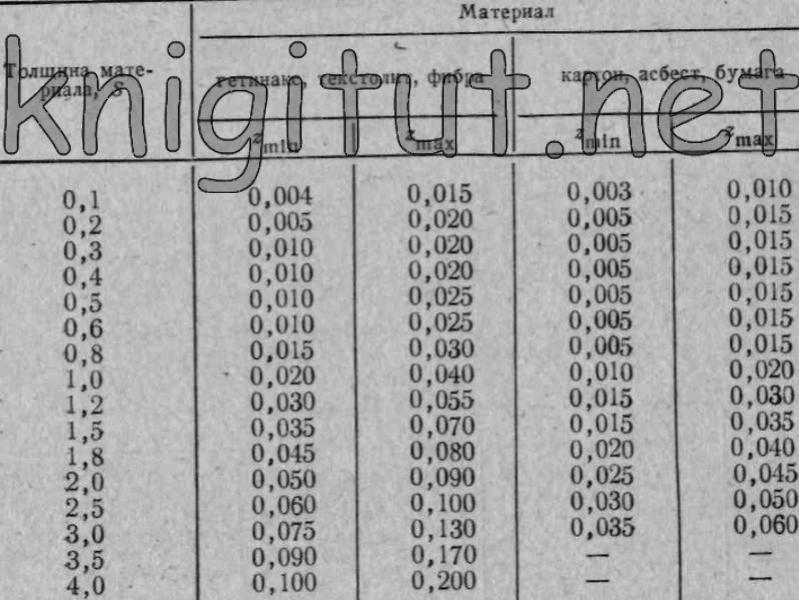
102. Максимальные
и минимальные двусторонние зазоры между матрицей и пуансоном вырубных и пробивных штампов для
неметаллических материалов
Так как по мере работы (износа) штампа зазор между матрицей и пуансоном увеличивается, то на новом штампе следует создавать зазор, близкий к минимальному, указанному в таблице, с тем чтобы максимально использовать допускаемый интервал зазоров, повысив, таким образом, срок службы штампа.
return_links(); ?>