
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
ГЛАВА X РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ МАТРИЦ И ПУАНСОНОВ. ВЫБОР ПАРАМЕТРОВ ПРЕССОВ
1. Основы расчета
В практике изготовления штампов при мелкосерийном и индивидуальном их выпуске применяют следующие методы расчетов их исполнительных размеров:
а) исполнительные размеры матрицы для вырезки контура и пуансона для пробивки отверстия определяют для первой из названных деталей. Соответственно вторая рабочая деталь дорабатывается по готовой первой с заданным зазором z, принятым по таблице зазоров с учетом припуска на износ;
б) определяют исполнительные размеры пуансона для вырубки контура и для пробивки отверстия. Матрицу дорабатывают по готовому пуансону (по оттиску с пуансона) с соблюдением заданного зазора z;
в) исполнительные размеры для матрицы и пуансона определяют отдельно для каждой рабочей детали штампа, изготовляемых раздельно. Этот способ рекомендуется преимущественно при круглом рабочем контуре и при допусках на штампуемую деталь не выше 4-го класса точности.
При расчете исполнительных размеров пуансонов и матриц сложный контур штампуемых деталей следует разделить на элементы, размеры которых при износе штампа уменьшаются, увеличиваются или не изменяются. Исполнительные размеры рассчитывают с учетом сохранения максимально допустимых припусков на износ матрицы или пуансона.
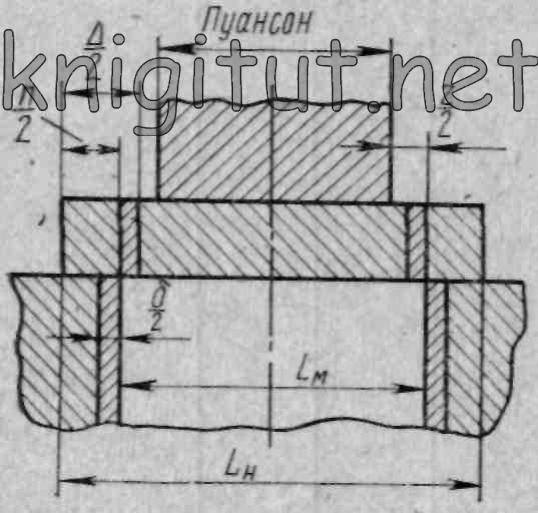
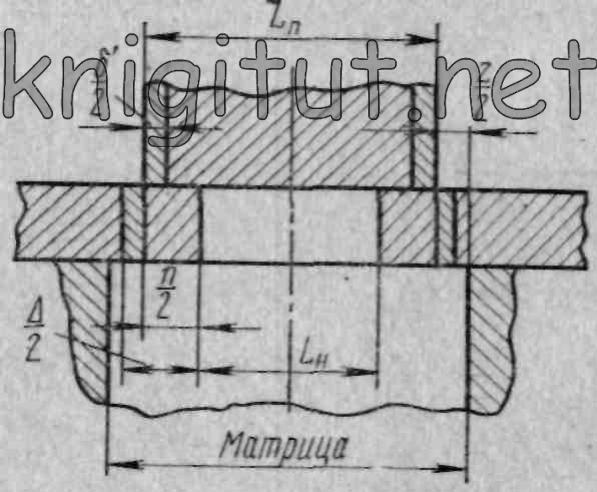
Рис. 13. Схемы условного расположения допусков и зазоров
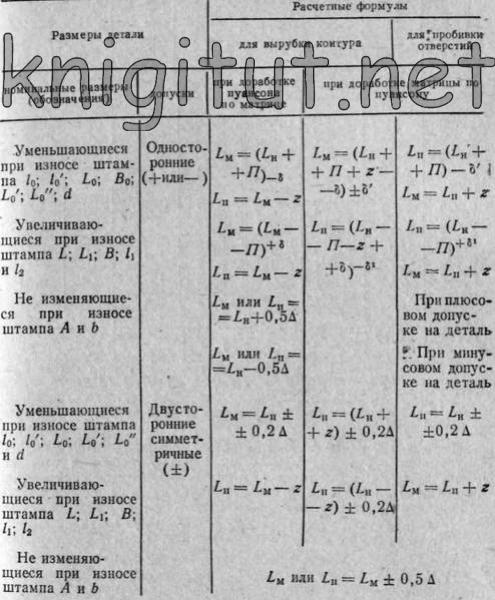
Схема условного расположения допусков и зазоров приведена на рис. 13, расчетные формулы — в табл. 99, припуски на износ и допуски на изготовление матриц и пуансонов — в табл. 100.99. Расчетные формулы для определения исполнительных размеров матриц и
пуансонов разделительных штампов
Примечания:
1. Lм; Lп — номинальные размеры матрицы и пуансона, мм;
Lн— номинальные размеры штампуемой детали, мм;
П - припуск на износ матриц и пуансонов;
z - зазор между матрицей и пуансоном;
δ и δ' - допуски на изготовление матриц и пуансонов (при совместном изготовлении и при раздельном изготовлении);
Δ - допуск на штампуемые детали, мм.
2. При раздельном изготовлении матриц и пуансонов исполнительные размеры, подсчитанные по формулам, следует указывать соответственно с допуском δ или δ'.
3. При допусках на деталь D -Δ1-Δ2 или d +Δ1'+Δ2' номинальные размеры пересчитываются: Dн=(D-Δ1)-(Δ2-Δ1); dн=(d+Δ1),+(Δ2'-Δ1'), где D-диаметр контура, d — диаметр отверстия.
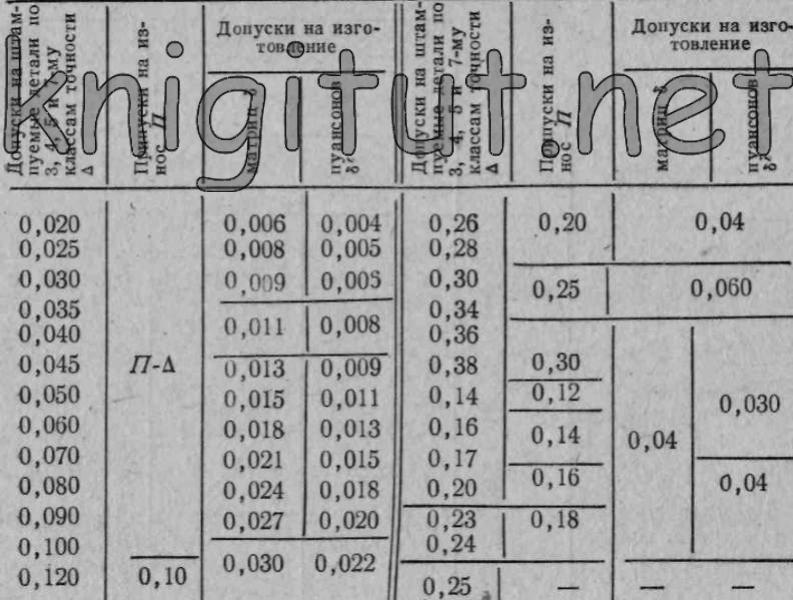
100. Припуски на износ и допуски на изготовление матриц и пуансонов разделительных штампов
Примечания:
1. В случае применения для штампов матриц с конусными рабочими отверстиями припуск на износ (П) принимается равным допуску на штампуемую деталь (Δ).
2. Предельные отклонения размеров штампуемых деталей, изготовляемых по 7 - му классу точности и не ограниченных допусками: охватывающих — по А7, охватываемых — по В7; остальных — СМ8.
В табл. 100 даны допуски на детали, штампуемые по 3, 4, 5 и 7-му классам точности, припуски на износ пуансонов и матриц и допуски на их изготовление (при совместном изготовлении матриц и пуансонов). Припуски на износ (П) установлены в зависимости от допусков на штампуемые детали (Δ);
при Δ≤0,1 мм П= Δ ,
при Δ>0,1 мм П ~= 0,8Δ (с целью получения округленных размеров). При расчете исполнительных размеров величина припуска (П) может быть Пmin = 0,5Δ; П max = Δ.
return_links(); ?>