
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Основные технические требования к хвостовикам для штампов холодной и листовой штамповки
1. Хвостовики к штампам должны изготовляться в соответствии с требованиями, установленными Государственными стандартами на их конструкцию и размеры по чертежам, утвержденным в установленном порядке.
2. Не указанные в стандартах или чертежах предельные отклонения размеров должны быть выдержаны: охватывающие - по А7; охватываемые - по В7; остальные - СМ8.
3. Для изготовления хвостовика может быть использована сталь, имеющая механические свойства не ниже, чем у стали, указанной в стандарте.
4. Обработанные поверхности хвостовиков не должны иметь следов коррозии, трещин, заусенцев, забоин, задиров, вмятин и других механических повреждений, снижающих эксплуатационные качества и внешний вид изделия. Острые кромки должны быть притуплены.
5. Шероховатость поверхностей должна быть проверена на соответствие аттестованным образцам шероховатости.
6. Каждый хвостовик должен иметь маркировку, соответствующую указаниям стандарта, по которому он изготовлен.
Конструкция и размеры хвостовиков к штампам приведены в табл. 98.
98. Конструкция и типоразмеры хвостовиков к штампам для холодной листовой штамповки
| Наименование хвостовика | Эскиз | Основные размеры, мм | ГОСТ на конструкцию и размеры | |
| диаметр От-до | общая длина От-до | |||
| С буртиком | 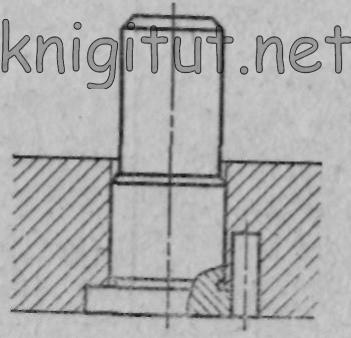 |
20-75 | 50-180 | 16715-71 |
| С резьбой | 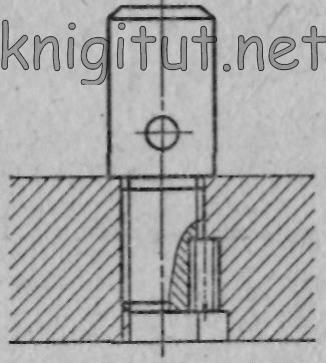 |
50-160 |
16716-71 | |
| С резьбой и буртиком | 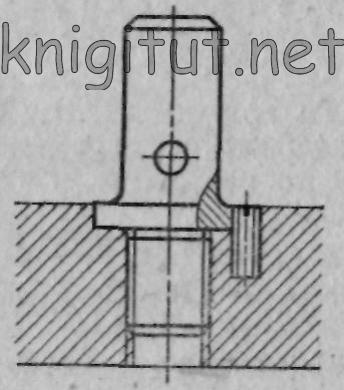 |
16717-71 | ||
| Наименование хвостовика | Эскиз | Основные размеры, мм | ГОСТ на конструкцию и размеры | |
| диаметр От-до | общая длина От-до | |||
| С фланцем | 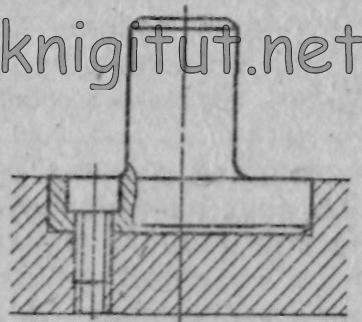 |
20-75 | 40-100 | 16718-71 |
| Плавающие | 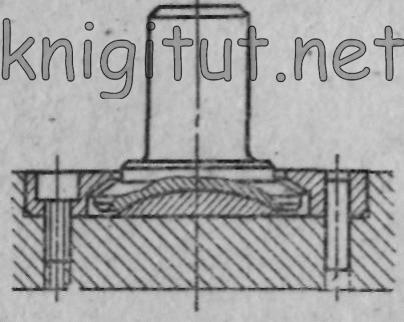 |
45-105 | 16719-71 | |
| Наименование хвостовика | Эскиз | Основные размеры, мм | ГОСТ на конструкцию и размеры | |
| диаметр От-до | общая длина От-до | |||
| С отверстием под пуансон | 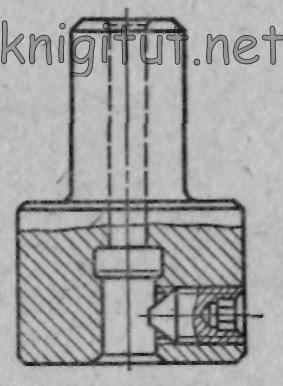 |
20-50 | 63-140 | 16720-71 |
| Вильчатые | 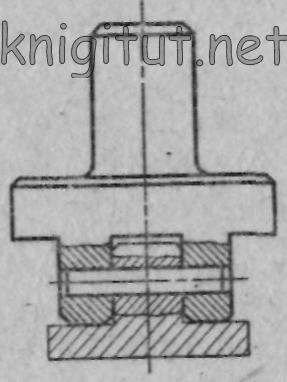 |
56-125 | 16721-71 | |
Примечания:
1. Хвостовики плавающие рекомендуется применять для разделительных штампов с несмещенным относительно оси штампа центром давления, при двустороннем зазоре z между пуансоном и матрицей до 0,1 мм.
2. Технические требования на хвостовики см. ГОСТ 16722-71.
return_links(); ?>