
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Пример технологического процесса изготовления матрицы одногнездной пресс-формы литьевого прессования (рис. 50).
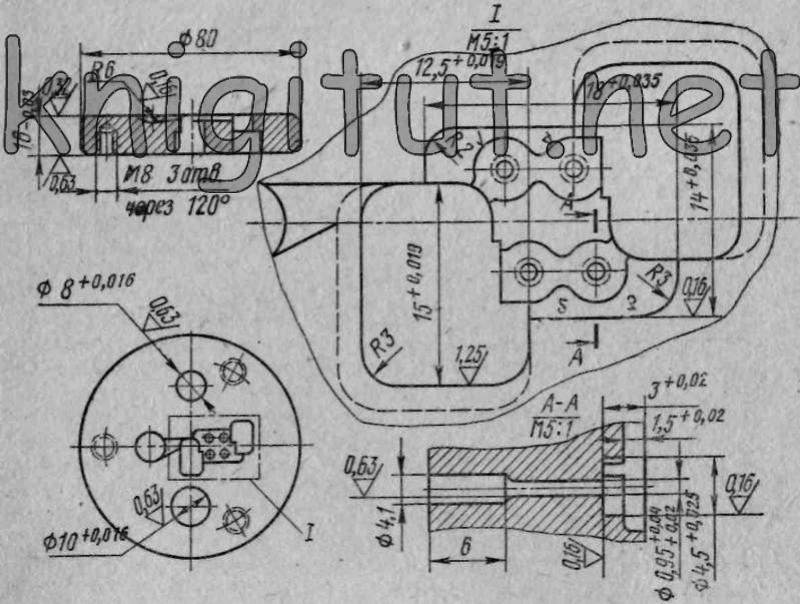
Рис. 50. Матрица одногнездной пресс-формы литьевого прессования
Операции:
1- я — токарная обработка. Заготовку из стали 5ХВ2С точат в размеры Ø 80×17 мм.
2-я — термическое улучшение.
3-я — шлифование. Шлифуют оба торца в размер 16,5—0,1 мм.
4-я — растачивание. Со стороны верхнего торца размечают оформляющий контур и окна согласно чертежу. Растачивают отверстия под направляющие колонки Ø 7,5+0,01 мм вместо Ø 8+0,016 мм и Ø 9,5+0,01 мм вместо Ø 10+0,016 мм, 4 отверстия Ø 0,95+0,02 мм с выточками Ø 4,1 мм, отверстие 3,94+0,02 мм вместо Ø 4 мм (R = 2 мм) и Ø 5,94+0,02 мм вместо Ø 6 мм (R = 3 мм) в углах оформляющей выемки 18×14 мм, 8 отверстий Ø 6+0,01 мм в углах окон (R = 3 мм). Отверстия в углах окон в отличие от оформляющего контура растачивают без припуска под слесарную доводку. Зацентровывают сферу R=6 мм и 3 отверстия М8 со стороны нижнего торца. Растачивают 2 технологических отверстия (на чертеже не показаны) для фиксации матрицы на последующей токарной операции. При обработке учитывают припуск 0,2±0,01 мм со стороны верхнего торца.
5-я — долбление. На долбежном станке Долбят два окна с припуском 0,1 мм на сторону под последующую слесарную припиловку.
6-я — фрезерование. Фрезеруют оформляющие выемки с припуском под слесарную доводку (0,02—0,03 мм), литник и со стороны нижнего торца «обнизки» глубиной 11 мм. Работу ведут с учетом припуска на верхнем торце 0,2±0,01 мм.
7-я — токарная обработка. Растачивают сферу R=6 мм и 4 оформляющие выточки Ø 4,5+0,025 мм с припуском под доводку (0,02—0,03 мм). Обработку ведут на приспособлении с фиксацией на технологические отверстия. При обработке учитывают припуск 0,2 — 0,01 мм со стороны верхнего торца.
8-я — слесарная обработка. Слесарь припиливает окна и зачищает рабочий контур матрицы.
9-я — гравирование. Гравируют на гравировальном станке цифры в оформляющем контуре.
10-я — слесарная обработка. Слесарь зачищает цифры после гравировки.
11-я — закалка (твердость 40—45 HRC).
12-я — слесарная обработка. Слесарь доводит и полирует оформляющие поверхности под хромирование.
13-я — токарная обработка. Доводят и полируют перед покрытием литниковую сферу и 4 выемки Ø 4,5+0,025 мм, доводят отверстия Ø 0,95 +0,04 мм.
14-я — шлифование. Шлифуют оба торца согласно чертежу, выдерживая размеры 3+0,02 мм и 1,5+0,02 мм.
15-я - растачивание. Растачивают отверстия под направляющие колонки, выставляясь от оформляющего контура.
16-я — слесарная обработка. Слесарь доводит плоскость разъема и отверстия под колонки.
17-я — хромирование.
18-я — токарная обработка. Доводят и полируют литниковую сферу и оформляющий контур.
19-я — слесарная обработка. Слесарь доводит и полирует плоскость разъема и поверхность оформляющего контура повторно, после хромирования.
return_links(); ?>