
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Пример технологического процесса изготовления матрицы четырехгнездной пресс-формы литьевого прессования (рис. 49).
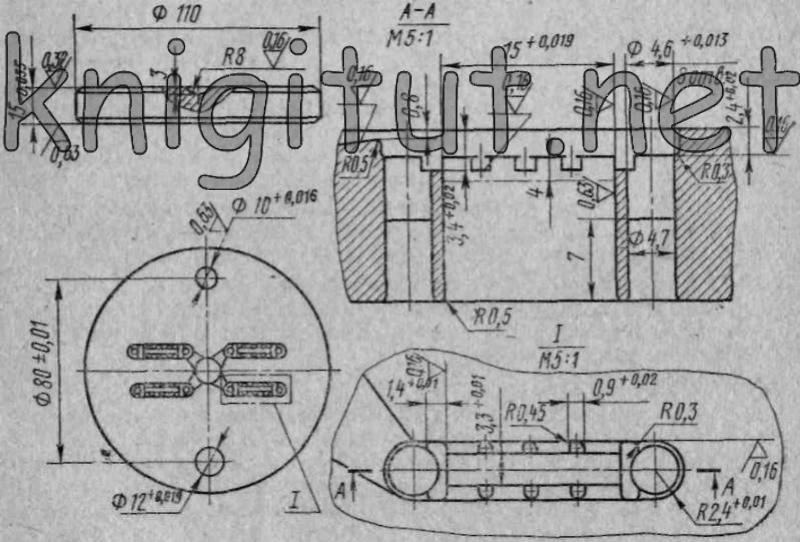
Рис. 49. Матрица четырехгнездной пресс-формы литьевого прессования
Операции:
1-я — токарная обработка. Заготовку из стали 5ХВ2С точат в размеры Ø 110×16 — 0,1 мм.
2-я — термическое улучшение.
3-я — шлифование. Шлифуют оба торца в размер 15,5—0,1 мм.
4-я — растачивание. На расточном станке размечают рабочий контур со стороны верхнего торца. Отступая от размеченного контура по 0,03 мм, растачивают 32 отверстия Ø 0,6 мм с R = 0,3 мм по дну в углах оформляющих выемок шириной 1,4+0,01 мм, 24 отверстия Ø 0,9 мм с R = 0, 3 мм по дну в пазах R = 0,45 мм, на касание к трем сторонам окна 15+0,019×3,3+0,01 мм по 2 сквозных отверстия Ø 3,3 мм. Растачивают 8 отверстий Ø 4,2 +0,01 мм вместо Ø 4,6+0,013 мм с выточками Ø 4,74+0,02 мм (сверху) и 4,7+0,1 мм (снизу), отверстия под направляющие колонки Ø 9,5+0,01 мм вместо Ø 10+0,016 мм и Ø11,5+0,01 мм вместо Ø 12+0,019 мм. Зацентровывают сферу R=8 мм. При обработке учитывают припуск на верхнем торце 0,2±0,01 мм.
5-я — токарная обработка. Растачивают сферу R=8 мм глубиной 3,2 мм вместо 3 мм.
6-я — фрезерование. Фрезеруют 4 окна и оформляющие выемки с припуском под слесарную обработку 0,03—0,05 мм, ориентируясь по разметке и по отверстиям, выполненным на расточной операции. Фрезеруют литниковые каналы с припуском под слесарную доводку. При обработке учитывают припуск по торцу 0,2±0,01 мм. В данном случае наличие точных фрезерных станков и фрезеровщиков высокой квалификации позволяет получать достаточно чисто обработанный контур с припуском лишь под слесарную доводку.
7-я — слесарная обработка. Слесарь зачищает оформляющий контур и литниковые каналы после фрезеровки, оставляя минимальный припуск для окончательной доводки и полировки в закаленном виде.
8-я — закалка.
9-я — токарная обработка. Токарь доводит и полирует сферу R = 8 мм под хромирование.
10-я — слесарная обработка. Слесарь доводит и полирует до требуемой шероховатости все поверхности рабочего контура.
11-я — шлифование. Шлифуют окончательно торцы матрицы, выдерживая размеры 2,4+0,02 мм и 3,4+0,01 мм.
12-я — растачивание. Растачивают, выдерживая размеры по чертежу, отверстия под направляющие колонки Ø 10+0,016 мм и Ø 12+0,019 мм и 8 отверстий Ø 4,6+0,013 мм. Операция введена в технологический процесс для ликвидации неизбежных погрешностей во взаимном расположении точных сопрягаемых элементов конструкции, возникающих при закалке. Однако на расточном станке обычно не обрабатывают детали, даже резцами из твердых сплавов, твердость которых превышает 40—45 HRC. Для деталей, закаленных на большую твердость, применяют координатное шлифование.
13-я — слесарная обработка. Слесарь доводит плоскость разъема и отверстия под колонки и знаки.
14-я — хромирование.
15-я — токарная обработка. Полируют после хромирования сферу R=8 мм.
16-я — слесарная обработка. Слесарь окончательно полирует после хрома оформляющий контур матрицы и доводит плоскость разъема.
return_links(); ?>