
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Пример изготовления круглой матрицы из стали 12ХН3А двухгнездной съемной пресс-формы литьевого прессования (рис. 48).
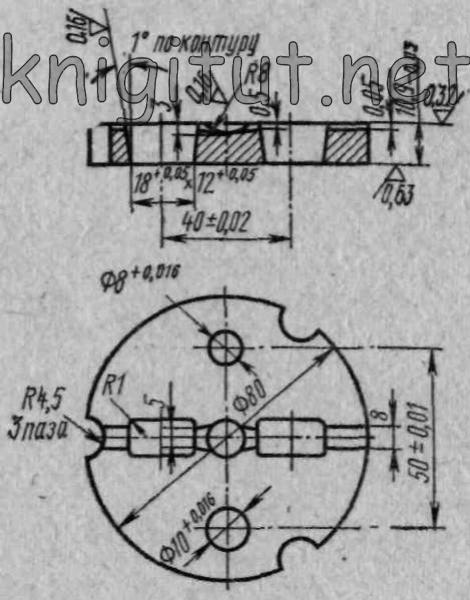
Рис. 48. Матрица двухгнездной пресс-формы литьевого прессования
Операции:
1-я — токарная обработка. Заготовку точат в размеры чертежа, оставляя припуск 0,4 мм с каждого торца.
2-я — термическое улучшение.
3-я — шлифование. Шлифуют плоскости, оставляя припуск по 0,2 мм на каждой стороне.
4-я — растачивание. Растачивают на координатно-расточном станке отверстия для направляющих колонок Ø8+0,016 и Ø 10+0,016 мм, сферу R=8 мм. Засверливают восемь отверстий Ø 2 мм в углах оформляющих окон с учетом припуска 0,05 мм на каждую сторону, растачивают четыре технологических отверстия Ø 5+0,01 (на рис. 48 не показаны) для установки матрицы на штифты при опиловке окон, намечают центры трех пазов R = 4,5 мм.
5-я — слесарная разметка. Размечают литниковую систему.
6-я — фрезерование. По разметке фрезеруют пазы R = 4,5 мм и литниковую систему с учетом припуска 0,2 мм на торце, фрезеруют окна, оставляя припуск на слесарную обработку 0,05 мм на сторону.
7-я — слесарная обработка. Слесарь зачищает фрезерованные поверхности. Опиливая окна, выполняет технологический уклон и оставляет припуск по 0,02 мм на окончательную доводку после закалки. При опиливании окон матрицы базируют в слесарном приспособлении по технологическим отверстиям, выполненным на координатно-расточном станке.
8-я — цементация и закалка.
9-я — шлифование. Шлифуют торцы, выдерживая размеры по чертежу, и глубину литниковой системы, шлифуют вентиляционные каналы 8×0,05 мм.
10-я — слесарная обработка. Слесарь доводит оформляющие поверхности, литниковую систему и плоскость разъема до требуемой шероховатости, выдерживая размеры по чертежу.
11-я — хромирование.
12-я — слесарная обработка. Слесарь окончательно полирует оформляющие поверхности после хромирования.
return_links(); ?>