
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Пример технологического процесса изготовления матрицы из стали ХВГ пресс-формы литьевого прессования (рис. 47).
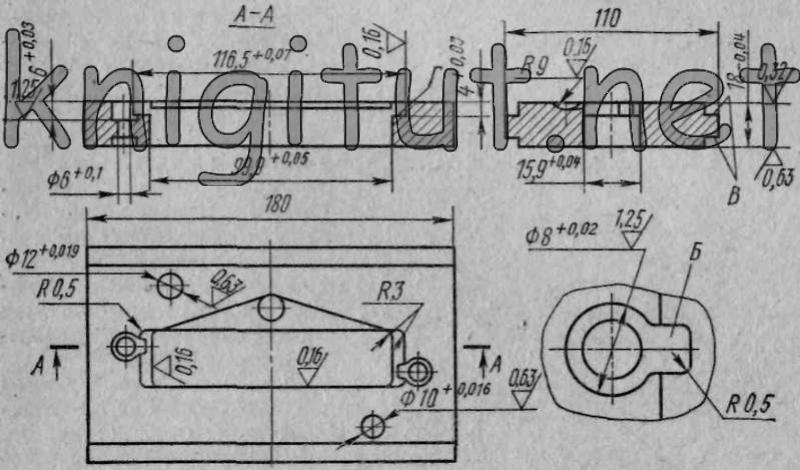
Рис. 47. Матрица пресс-формы литьевого прессования
Операции:
1-я — строгание. Заготовку строгают, выдерживая размеры 110,6×180,6×19 мм и выемки В.
2-я — термическое улучшение.
3-я — шлифование. Шлифуют все стороны заготовки, выдерживая размеры 18,6×110×180 и взаимную перпендикулярность граней.
4-я — растачивание. Растачивают отверстия для направляющих колонок Ø 10+0,016 и Ø 12+0,019 мм, два отверстия Ø 6+0,1 мм и два отверстия Ø 8+0,02 мм. Размечают окно 15,9×99,9 мм с углублением 116,5 мм, две площадки Б, литник и центр литниковой сферы R=9 мм. В углах окна и площадок Б растачивают или засверливают отверстия Ø 6 и 1 мм, не доходя 0,03 мм до размеченного контура. В данном случае на расточной операции размечают не только рабочий контур, но и элементы детали, не требующие высокой точности изготовления — литниковые каналы. По этой разметке фрезеровщик или токарь контролирует свои действия, что облегчает им выполнение операции.
5-я — токарная обработка. Растачивают сферу R=9 мм с шероховатостью, заданной по чертежу. Припуск для окончательной отделки поверхности после закалки и хромирования в данном случае не оставляют, так как не требуется высокой точности размеров.
6-я — сверление. Сверлят два отверстия Ø 12 мм в зоне окна 15,9×99,9 мм для захода резца на следующей операции.
7-я — долбление. Выдалбливают на долбежном станке окно по разметке, не доходя до контура на 1,5 мм и сохраняя в середине перемычку шириной 8 мм. Перемычка препятствует деформации окна при закалке.
8-я — фрезерование. Фрезеруют окно и остальные углубления по разметке. Припуск в окне на слесарную обработку оставляют 0,05—0,08 мм, а на остальных поверхностях 0,02—0,03 мм, что объясняется значительным искажением окна при закалке.
9-я — слесарная обработка. Слесарь зачищает фрезерованные поверхности.
10-я — закалка.
11-я — срезание. На заточном станке тонким вулканитовым кругом срезают технологическую перемычку в середине окна.
12-я — слесарная обработка. Слесарь зачищает после закалки площадки Г, что необходимо для правильной установки матрицы при шлифовке плоскостей, обеспечивающей получение точной глубины оформляющего контура.
13-я — токарная обработка. На токарном станке полируют сферу R=9 мм.
14-я — шлифование. Шлифуют торцы матрицы в размер 18 — 0,04 мм, выдерживая размеры 4+0,03 и 6+0,03 мм.
15-я — слесарная обработка. Слесарь окончательно зачищает и доводит оформляющие поверхности и притирает плоскость разъема.
16-я — хромирование.
17-я — токарная обработка. Окончательно полируют сферу R=9 мм после хромирования.
18-я — слесарная обработка. Слесарь полирует хромированные оформляющие поверхности.
Из приведенного примера видно, что, несмотря на относительную простоту детали, данный технологический процесс предусматривает для ее изготовления семь видов станочной обработки. В данном случае проявлено стремление сократить малопроизводительный ручной труд, широко используя имеющееся в цеху оборудование.
return_links(); ?>