
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Приспособление для шлифования наружных колец шарикоподшипников по радиусу
Приспособление для шлифования наружных колец шарикоподшипников по радиусу (рис. 96) позволяет значительно повысить точность и производительность слесарной пригонки. Приспособление состоит из инструментального шпинделя, шпинделя ведущего диска, механизмов радиальной настройки и углового качания обрабатываемого подшипника и лупы. Все узлы смонтированы на общем основании 1.
В качестве инструментального шпинделя использован электродвигатель постоянного тока 30 (тип СЛ-281, n = 5500 об/мин, N=26 Вт), на валу 16 которого закреплен абразивный круг 13. Электродвигатель установлен в кронштейне 31.
В качестве шпинделя ведущего диска применен электродвигатель 26 с встроенным редуктором (тип МН-250, n = 250 об/мин, N= 12 Вт), установленный в кронштейне 27, жестко связанном с платой 20. На валу электродвигателя расположен обрезиненный ведущий диск 28.
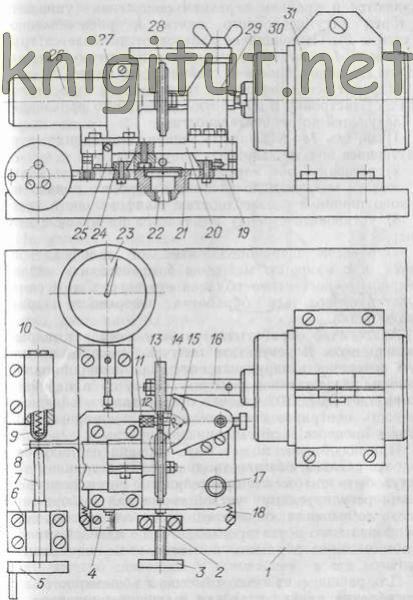
Рис. 96. Приспособление для шлифования наружных колец шарикоподшипников по радиусу
На кронштейне 29 имеется ось 14 с шейкой под отверстие внутреннего кольца подшипника 12, подвергающегося обработке. Сверху на кронштейне также укреплена планка с лупой 15. Подшипник фиксируется винтом 11.
Механизм радиальной настройки и углового качания состоит из поворотной платы 19 с рычагом 8, поперечных салазок 21, верхней платы 20, ручного привода поворота, выполненного в виде винта 7 с маховиком 5, установленным в кронштейне 6, и подпружиненного стакана 9.
Салазки 21 перемещаются в направляющих, образованных планками 24. Пружинами 18 они всегда удерживаются в крайнем переднем положении (упираются в торец регулировочного винта 3, расположенного в стойке 2). Перемещение салазок отсчитывается: грубо по шкале 4 с помощью указателя 25, точно — индикатором 23, находящимся в стойке 10 на плате 19.
Поворот всего механизма производится относительно оси 22. Настройку и обработку необходимо производить в следующей последовательности:
1) на ось 14 установить шарикоподшипник, а его внутреннее кольцо закрепить винтом 11;
2) включить оба электродвигателя, и, вращая винт 3, довести механизм до касания наружного кольца шарикоподшипника с поверхностью шлифовального круга;
3) установить стрелку индикатора на нулевое деление;
4) отвести шарикоподшипник от шлифовального круга, и с помощью маховика 5 производить качание механизма, постепенно подавая его вперед, тем самым будет производиться обработка поверхности шарикоподшипника.
Аналогично обрабатывается весь комплект шарикоподшипников. В результате получают высококачественную поверхность наружных колец шарикоподшипников, причем расхождение размеров радиусов в партии не превышает 0,02...0,03 мм, что обеспечивает необходимую точность центрирования изделия и равномерный износ узла в процессе эксплуатации прибора.
Приспособление может быть собрано из подручных узлов и деталей, оба электродвигателя постоянного тока могут быть снабжены простейшими потенциометрическими регулирующими устройствами для выбора оптимального режима обработки. Направление вращения шлифовального круга производится по часовой стрелке, чтобы частицы абразива и металла не попадали на лупу.
Для расширения технологических возможностей приспособления валик установки шарикоподшипников выполняется с посадочными шейками различных размеров в соответствии с диаметрами шарикоподшипников, применяемых на данном производстве.
return_links(); ?>