
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Устройство для центрирования цилиндрических линз в оправах на токарном станке
Устройство для центрирования цилиндрических линз в оправах на токарном станке , представленное на рис. 86, позволяет центрировать цилиндрические линзы в оправах. Здесь планшайба 2, закрепленная на шпинделе 1 токарного станка, снабжена радиальными направляющими планками 10 и 18, в которых установлен ползун 19, радиально перемещающийся посредством регулировочных винтов 3 в стойке 4. Резьбовая оправа 11 состоит из трех частей: прямоугольной плиты 6, цилиндрической части с резьбой 16 и центрирующей части 20, выполненной в виде тора. Цилиндрическая и центрирующая части выполнены строго соосными.
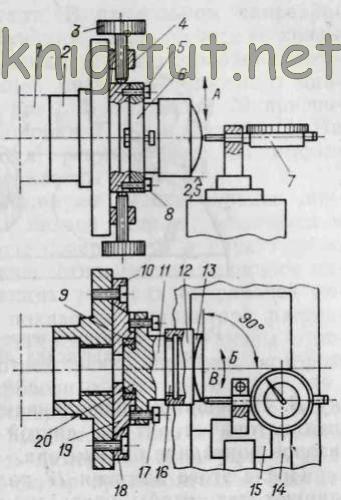
Рис. 86. Устройство для центрирования цилиндрических линз в оправах на токарном станке
Ползун имеет гнездо с кольцом 9, в котором установлена центрирующая часть. Оправа фиксируется на ползуне с помощью четырех крепежных винтов 5 и 8, расположенных по краям плиты, и двух винтов качания 17, упирающихся в площадки ползуна и расположенных симметрично оси шпинделя.
Оправа 11 служит для установки оправы 12 с цилиндрической линзой 13 на ее резьбовую часть. Линза крепится в оправе без точного базирования, например приклеиванием.
На продольных салазках 14 находится кронштейн 15 с закрепленным в нем индикатором 7, измерительный стержень которого устанавливается параллельно оси шпинделя. Индикатор предназначен для контроля совмещения вершины цилиндра линзы с осью шпинделя станка и установки угла 90° между этой образующей и осью шпинделя.
В исходном положении планшайбы 2 крепежные винты 5 и 8 затянуты. Центрируемую оправу 12 с линзой навинчивают на резьбовую часть 16. Затем с помощью регулировочных винтов вершину цилиндра линзы выводят на ось шпинделя в направлении, указанном стрелкой А. Достигнутое положение надежно фиксируется винтами 3.
Затем образующую поверхности цилиндра линзы выставляют на угол 90° по отношению к оси вращения шпинделя с допуском в несколько угловых минут. Для этого наконечник измерительного стержня индикатора устанавливают на край цилиндрической линзы в точку В. Планшайбу поворачивают на 180°, а наконечник индикатора ставят на другой край линзы. Получают второе показание индикатора.
После этого винтами 17 положение оправы 11 регулируют так, чтобы новое показание индикатора было равным полуразности двух предыдущих. Поворот осуществляют в направлении Б за счет выборки зазора в резьбе винтов 5 и 8. Выполнив окончательное регулирование положения линзы, производят обточку резцом наружного диаметра оправы.
Для успешной работы описанных выше устройств требуется обеспечение высокой точности их базирования, что достигается соответствующей обработкой посадочных поверхностей.
return_links(); ?>