
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Приспособления для центрирования в процессе сборки цилиндрических линз в оправах
Приспособления для центрирования в процессе сборки цилиндрических линз в оправах позволяют повысить производительность и точность выполнения этой сложной операции.
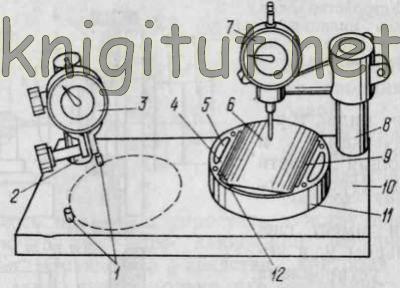
Рис. 87. Приспособление для центрирования цилиндрических линз при сборке
Приспособление, изображенное на рис. 87, предназначено для центрирования цилиндрических линз в оправах путем радиальных подвижек их относительно оправы. Оправы, выполненные, например, литьем под давлением, имеют с двух сторон сегментные полости 5 с ребрами 4, между которыми устанавливаются линза 6 и две регулировочные пластинки 9. Изменяя их толщину подбором или подгонкой в пределах 0,2...0,3 мм, линзу можно смещать в направлении, перпендикулярном к фаскам 12.
Таким образом, производится центрирование линзы относительно наружного диаметра оправы 11, которым она устанавливается в посадочное отверстие сопрягаемой детали. В продольном направлении, параллельном образующим цилиндрической линзы . и перпендикулярном к фаскам 12, центрирование обеспечивается соответствующей посадкой наружного диаметра линзы в гнездо оправы. В основание 10 приспособления запрессованы колонки 2 и 8 и штифты 1. На колонках устанавливаются регулируемые по высоте кронштейны, несущие индикаторы 3 и 7.
Индикатором 3 контролируют центрирование линзы 6. Для этого оправу с линзой упирают в штифты и производят замеры высоты поверхности в двух точках, расположенных симметрично относительно вершины цилиндра линзы на спадающих участках ее рабочей поверхности. По разности показаний индикатора рассчитывают величину необходимого смещения линзы относительно оправы и соответственно припуск, который требуется снять с регулировочных пластинок 9.
Индикатором 7 контролируют высоту линзы с оправой, т. е. расстояние от основания оправы до вершины цилиндра линзы. Точность замера должна быть в пределах 0,01...0,02 мм. Индикатор предварительно настраивается по плоскопараллельным концевым мерам на заданный размер. Затем, установив измерительный стержень на вершину цилиндрической поверхности линзы, перемещают оправу на всю длину образующей, измеряя тем самым непараллельность образующей линзы нижнему торцу оправы и отклонение от номинального размера.
return_links(); ?>