
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Резьбовая оправка
Резьбовая оправка (рис. 85) предназначена для центрирования линз со значительной крутизной одной из рабочих сферических поверхностей, имеющих угол между касательной к рабочей преломляющей поверхности и главной плоскостью 8... 10° и более. В качестве технологической базы при установке линз принимается «крутая» сферическая поверхность. В предлагаемой оправке эта же поверхность используется для базирования при центрировании линзы, собранной с оправой.
Учитывая, что оправы таких линз обрабатываются на высокоточных станках, удалось предельно упростить конструкцию оправки, исключив при этом какие-либо регулировочные устройства. Оптическое средство контроля — трубка ЮС-13М здесь нужна только для эпизодического контроля положения линзы при смене партий деталей.
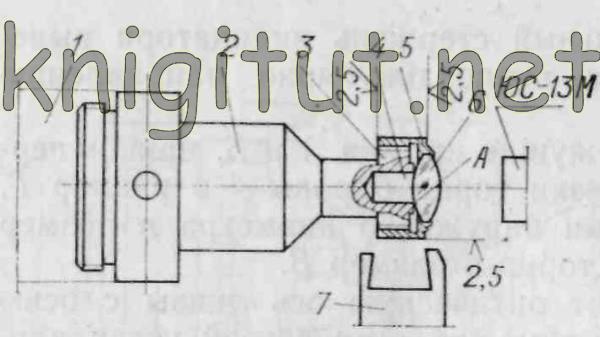
Рис. 85. Резьбовая оправка
Оправка 2 представляет собой одну деталь, навинчиваемую на шпиндель 1 токарно-арматурного станка. Правая часть оправки заканчивается резьбой 3 и имеет отверстие 4. Оправа 5 с предварительно завальцованной в ней линзой 6 навинчивается на резьбовую часть 3 оправки 2 до упора сферической части линзы в кромку А отверстия. Диаметр этой кромки должен быть больше светового диаметра линзы, а резьбы — с зазором, достаточным для самоустановки сферы линзы по круговой кромке.
Таким образом, в качестве базирующих элементов здесь используются сферическая рабочая поверхность линзы и резьба оправы, выполненная концентрично посадочному под линзу гнезду. Биение резьб оправ и торцов должно быть минимальным.
После навинчивания оправы до упора на кромку А и предварительной проверки положения линзы (ее центрированности относительно вращающегося шпинделя станка) наружный диаметр и торцы оправы обтачивают резцом 7, осуществляя тем самым совмещение оптической оси линзы с геометрической осью оправы.
return_links(); ?>