
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Приспособление для центрирования линз в оправах на токарном станке
Приспособление для центрирования линз в оправах на токарном станке (рис. 84) значительно сокращает время на выполнение данной операции. Настройка резца на размер здесь производится от вершины линзы с помощью индикатора, закрепленного в едином блоке с резцом.
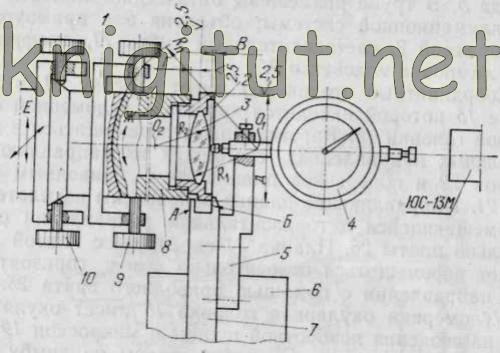
Рис. 84. Приспособление для центрирования линз в оправах на токарном станке
В шпинделе токарно-арматурного станка установлен центрировочный патрон 1, в котором на резьбе крепится оправа 2 с завальцованной в ней сферической линзой 3. Резец 7, расположенный на салазках 6 суппорта станка, несет кронштейн 5, в отверстии которого находится индикатор 4. Измерительный стержень индикатора вынесен на ось шпинделя перпендикулярно направлению подачи резца.
Резец имеет две режущие кромки А и Б, причем первая служит для подрезки торца оправы 2 в размер Г, а вторая — для обточки наружного диаметра в размер Д и подрезки второго торца в размер В.
Вначале совмещают оптическую ось линзы с осью вращения шпинделя. Затем оправу с линзой устанавливают в центрировочный патрон 1, позволяющий смещать ее в направлениях Е, перпендикулярных оси вращения шпинделя, и разворачивать в направлении Ж.
В задней бабке станка закрепляют автоколлимационную трубку. Наклоняя ее с помощью винтов в двух взаимно перпендикулярных направлениях, оптическую ось трубки совмещают с осью вращения шпинделя. С помощью переходной втулки 8 совмещают также центр кривизны сферической поверхности линзы с центром радиуса приспособления Rп. Подвижную часть патрона винтами 10 перемещают до совпадения центра кривизны О1 сферической поверхности линзы R1 с осью вращения шпинделя станка.
Затем, регулируя объектив трубки, получают резкое изображение диафрагмы, сформированное пучком лучей, отраженных от второй сферической поверхности R2 линзы с центром кривизны О2. Наблюдая в трубку изображение диафрагмы, поворачивают винты 9 до устранения его биения. Это произойдет при совпадении центра О2 с осью шпинделя. Смещения центра кривизны О1 при этом не происходит, так как он совпадает с центром кривизны патрона.
Наконец к оправе подводят салазки суппорта с резцом и, осуществляя контроль по лимбу поперечной подачи, режущей кромкой Б резца обтачивают наружный диаметр оправы, а режущей кромкой А подрезают торец оправы в размер Г. После этого производят обточку второго торца оправы режущей кромкой Б, выдерживая размер В, заданный от наружной вершины линзы.
return_links(); ?>