
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Сборка штампа для вытяжки бачка.
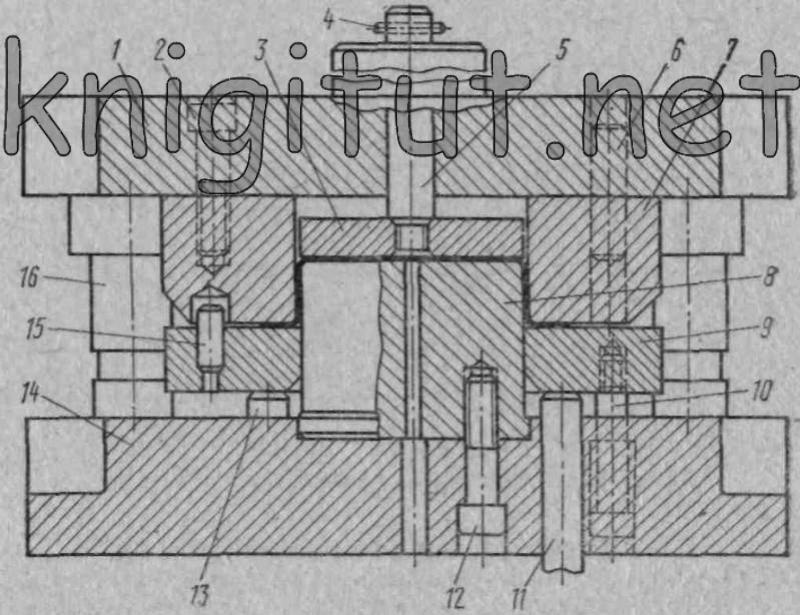
Рис. 20. Штамп для вытяжки
На рис. 20 показан вытяжной штамп для первой вытяжки бачка из латуни толщиной 1 мм.
Подобная конструкция штампа является типовой.
Заготовка в виде прямоугольника фиксируется в штампе по четырем шпилькам 15.
При изготовлении этого штампа основное внимание должно быть обращено на необходимость обеспечения:
- чистоты рабочей поверхности пуансона, матрицы и прижима;
- равномерности зазора между матрицей и пуансоном;
- параллельности плит, матрицы и прижима;
- одинаковой длины всех шпилек 11 буферного устройства.
Порядок сборки штампа следующий:
1. Ввернуть переводные кернеры в пуансон 8, вставить пуансон в гнездо плиты 14 и наметить отверстия под болты 12.
2. Ввернуть переводные кернеры в прижим 9, вставить пуансон 8 в гнездо плиты 14, посадить прижим 9 на пуансон 8 и наметить отверстия под винты 10.
3. Сверлить и цековать отверстия под винты 10 и болты 12, сверлить и нарезать резьбу под ограничители 13 в плите 14.
4. Посадить пуансон 8 в гнездо плиты 14 и прикрепить болтами 12.
5. Посадить прижим 9 на пуансон 8 и ввернуть винты 10.
6. Положить полоски материала толщиной 1 мм на пуансон 8, посадить матрицу 7 на пуансон, ввернуть переводные кернеры, посадить верхнюю плиту 1 на колонки 16 и наметить отверстия под. болты 2.
7. Сверлить и зенковать отверстия в плите 1 под болты 2.
8. Прикрепить матрицу к плите 1 болтами 2.
9. Посадить плиту 1 в сборе с матрицей 7 на колонки 16, про-ложив между матрицей и пуансоном полоски толщиной 1 мм.
10. Проверить правильность зазора и затянуть болты 2.
11. Сверлить и развернуть отверстия в плите 1 под штифты 6 через матрицу 7.
12. Запрессовать штифты 6 в матрицу 7 и плиту 1.
13. Ввернуть толкач 5 в выталкиватель 3, конец толкача расклепать и зачистить.
14. Поставить выталкиватель 3 в сборе на место и запрессовать штифт 4.
15. Ввернуть ограничители 13 в плиту 14.
16. Клеймить.
17. Провести наружный осмотр и контроль штампа.
18. Провести испытание на прессе.
return_links(); ?>