
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
9. Расчеты рационального выполнения заготовок для штамповки
Рациональный раскрой полосы (ленты) характеризуется коэффициентом использования материала η и определяется по формуле
η = Fд/Fз * 100%,
где
Fд — площадь штампуемой детали, мм2;
Fз — площадь заготовки, требуемой для изготовления штампуемой детали, мм2.
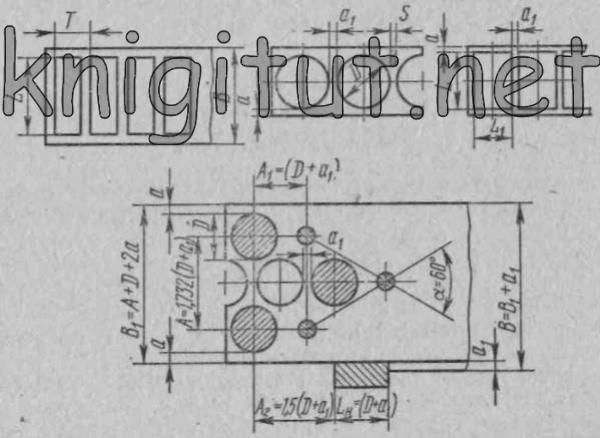
Площадь заготовки Fз определяется по формуле Fз=TB, где Т — шаг между деталями, мм; В — ширина полосы, мм.
Прямоугольные детали стремятся располагать вдоль полосы (ленты) меньшей стороной, чтобы по длине полосы поместилось наибольшее число деталей. Этим достигается экономное расходование материала. Круглые и многоугольные детали целесообразно располагать в несколько рядов в шахматном порядке.
Выбор наиболее экономичного расположения деталей со сложной конфигурацией осуществляют графически. Для этого из плотной бумаги или фольги вырезают несколько штук шаблонов по форме штампуемой детали с припуском по контуру на величину перемычки. В тех случаях, когда экономичность и удобство раскроя одинаковы при различном расположении деталей на полосе, принимают вариант с более широкой полосой и меньшим шагом при штамповке.
Следует избегать применяемый на заводах способ встречного расположения сложных по форме деталей на полосе и их штамповки поворотом полосы после прохода первого ряда. Это вызывает искривление полосы и образование на ней заусенцев, затрудняющих проталкивание полосы при проходе второго ряда и часто вызывает травмирование рук штамповщика.
Наибольшая экономия материала получается при безотходной или малоотходной штамповке, однако при использовании этого способа получается пониженная точность вырезаемых деталей.
Ширина перемычек при однорядной вырубке. При однорядной вырубке прямоугольных и круглых деталей минимальная ширина перемычек зависит от толщины штампуемого материала. Эти данные приведены в табл. 108.
При вырубке с поворотом полосы ширину перемычек a и a1 следует увеличить на 50% по сравнению с табличными значениями.
Ширину кромки, обрезаемой шаговым ножом, следует принять равной ширине перемычки a1 как для прямоугольных деталей.
При многорядной вырезке перемычку a1 между деталями следует определять по таблице, исходя из габарита штампуемой детали, а перемычку а по краям полосы—исходя из размера A + D.
108. Минимальная ширина перемычек при однорядной вырубке круглых и прямоугольных деталей
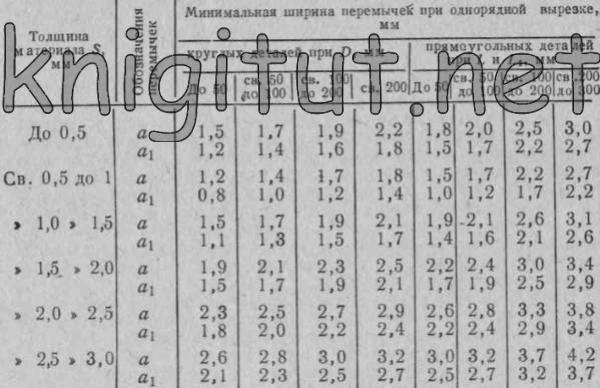
В отдельных конструкциях штампов при толщине штампуемого материала свыше 2 мм допускается принимать ширину перемычек меньше табличных значений, но не менее 0,7 5.
Ширина полосы.
Ширину полосы (ленты) определяют по формулам:
для круглых заготовок B=D+2a+Δn,
для прямоугольных заготовок B=L+2a+Δn,
где В — ширина полосы, мм (округляется до ближайшего целого числа в большую сторону);
D и L —размеры вырезаемой детали (поперек полосы), мм;
а — ширина перемычки по краям полосы (ленты), мм;
Δn—допуск на ширину полосы (ленты), мм, определяемый соответствующими стандартами.
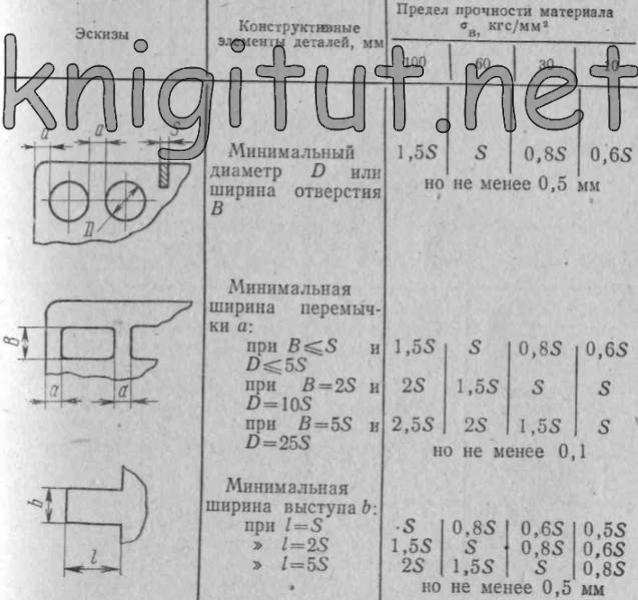
При применении штампов совмещенного действия конструктивные элементы штампуемых деталей должны соответствовать рекомендациям, приведенным в табл. 109.
109. Рациональные величины конструктивных элементов штампуемых деталей
Минимальные размеры отверстий. Размеры отверстии, образуемых в деталях при штамповке, и перемычки между ними, должны быть не менее величин, приведенных в табл. 110, 111.
110. Минимальные размеры штампуемых отверстий
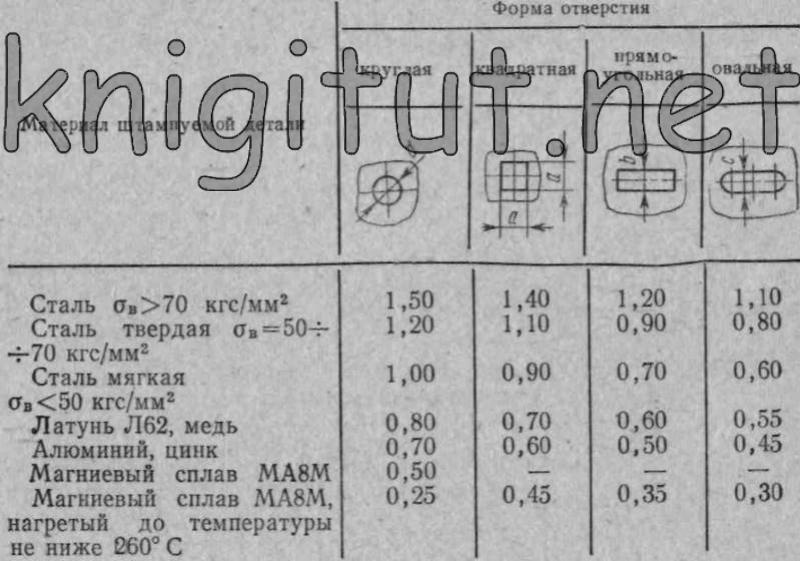
Примечание. Приведенные значения величины отверстий нужно умножить на толщину S материала в мм.
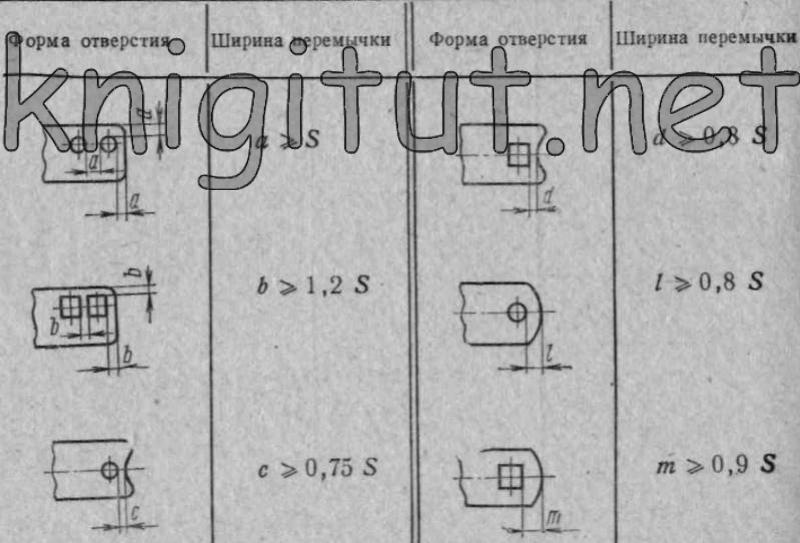
111. Минимальные перемычки между отверстиями
и контуром детали
return_links(); ?>