
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
6. Штангенинструменты
Все штангенинструменты изготовляют в СССР с величиной отсчета по нониусу 0,1 или 0,05 мм.
Штангенциркули выпускаются нескольких типов:
ШЦ-I - с двусторонним расположением губок и линейкой для измерения глубин;
ШЦТ- I - с односторонним расположением губок и линейкой для измерения глубин;
ШЦ-II - с двусторонним расположением губок;
ШЦ-III - с односторонним расположением губок;
ШЦЦ - с двумя центровыми лапками для измерения расстояний между осями отверстий;
ШЦР - с лапками для разметки плоскостей, расположенных на разных высотах от базового отверстия.
В табл. 61 приведены основные технические данные серийно выпускаемых в СССР штангенциркулей.
61. Технические характеристики штангенциркулей
| Наименование и назначение | Эскиз и обозначение, ГОСТ 166—73 и 8.113-74 | Пределы измерения, мм | Отсчет по нониусу, мм | Вылет губок, мм | Допустимая погрешность показаний, ± мм |
| С двусторонним расположением губок и линейкой для измерения глубины | ШЦ-I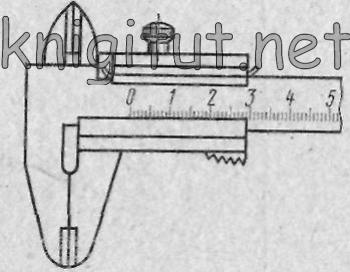 |
0 - 125 | 0,10 | 40 | 0,15 |
| С двусторонним расположением губок для измерения и разметки | ШЦ-II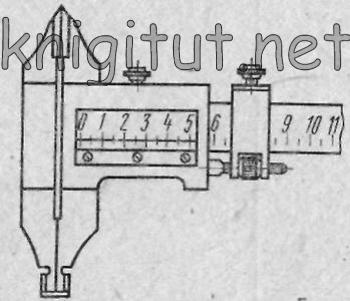 |
0-160 | 0,05 | 45 | 0,05 |
| 0-250 | 0,05 | 60 | 0,05 | ||
| и 0,10 |
и 0,10 |
||||
| С односторонним расположением губок для измерения расстояния между наружными и внутренними поверхностями | ШЦ-III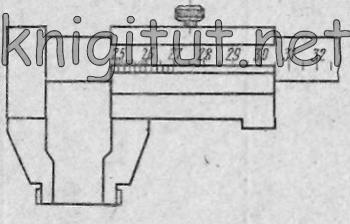 |
0-160 | 0,05 | 45 | 0,05 |
| 0-250 | 0,05 | 60 | 0,05 | ||
| и 0,10 | и 0,10 | ||||
| 0-400 | 0,10 | 80 | 0,10 | ||
| 250-630 | 0,10 | 80 | 0,10 | ||
| 320-1000 | 0,10 | 80 | 0,10 | ||
| 500-1600 | 0,10 | 100 | 0,20 | ||
| 800-2000 | 0,10 | 100 | 0,20 |
В табл. 62 приведены технические характеристики штангенглубиномеров, в табл. 63 — штангенрейсмасов.
62. Технические характеристики штангенглубиномеров
| Эскиз
и обозначение, ГОСТ 162-73 |
Назначение | Пределы измерения, мм | Отсчет по нониусу, мм | Допустимая погрешность показаний, ± мм |
ШГ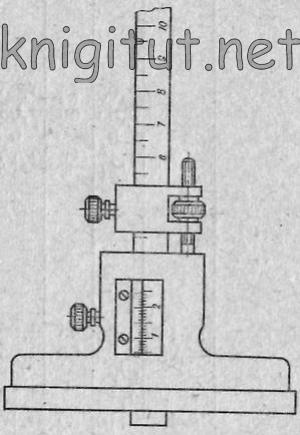 |
Для измерения глубин, высот и уступов. Длина оснований L=20 мм | 0-160 | 0,05 | 0,05 |
| 0-250 | 0,05 | 0,05 | ||
| 0-400 | 0,10 | 0,10 |
Примечание. Штанга и рамка штангенглубиномеров должны быть изготовлены из нержавеющей стали и иметь твердость не менее HRC 28.
63. Технические характеристики штангенрейсмасов
| Эскиз и обозначение, ГОСТ 164-73 и 8.164-75 | Предел
измерений, мм |
Величина отсчета по нониусу, мм | Размеры, мм | Основания | |||
| B, не менее | S | L | H | ||||
ШР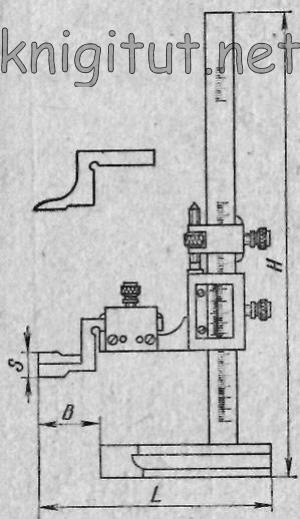 |
0-250 | 0,05 | 50 | 10 | 130 | 365 | 80×58×18 |
| 40-400 | 0,05 | 80 | 12 | 225 | 530 | 145 ×145×37 | |
| 60-630 | 0,05 и 0,1 | 80 | 12 | 225 | 760 | ||
| 100-1000 | 0,1 | 125 | 20 | 320 | 1170 | 195× 155×45 | |
| 600-1600 | 0,1 | 125 | 10 | 425 | 1170 | 300× 200×60 | |
| 1500-2500 | 0,1 | 160 | 10 | 460 | 2650 | ||
Примечания:
1. Погрешность показаний штангенрейсмаса не должна превышать при отсчете:
до 400 мм — ±0,05;
cв. 400 до 1000 мм — ±0,1;
св. 1000 мм — ±0,2.
2. Материал штанги и рамки — нержавеющая сталь.
3. Измерительная поверхность разметочных ножек должна быть оснащена твердым сплавом.
return_links(); ?>