
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Схема процесса холодного выдавливания показана на рис. 52.
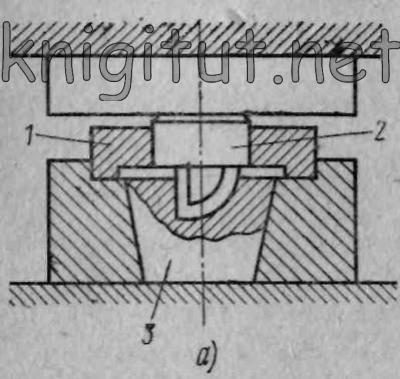
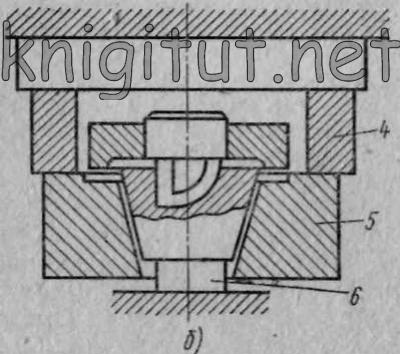
Рис. 52. Схема холодного выдавливания полости пресс-формы
При выдавливании мастер-пуансон 2, направляемый по кольцу 1, выполняет оттиск в заготовке матрицы 3 (рис. 52, а). На рис. 52,б показана схема извлечения заготовки матрицы после выдавливания из обоймы 5 с помощью подкладной опоры 6 и кольца 4.
Холодным выдавливанием получают матрицы пресс-форм для фасонных ручек управления, конических шестерен, рукояток инструмента с рифлением и для других деталей со сложным контуром.
Заготовку матрицы, предназначенную для холодного выдавливания, изготовляют из малоуглеродистой стали (например, из стали 10) и подвергают отжигу, а мастер-пуансон — из высокопрочной износоустойчивой стали марки Х12М или Х12Ф1 с последующей закалкой на твердость 60—64 HRC.
После выдавливания и обработки посадочных мест матрицу цементируют и подвергают закалке.
К конструкции матриц пресс-форм, выполняемых холодным выдавливанием, предъявляют следующие требования:
отношение глубины выдавливаемой полости к ее размерам в плане не должно превышать определенной величины (для стали 10 не более двух);
вертикальные поверхности должны иметь конусность не менее 1:100;
острые кромки и места сопряжений поверхностей необходимо скруглять радиусом не менее 0,5 мм; в оформляющей полости не должно быть узких глубоких пазов, приводящих к поломке выступов у мастер-пуансона;
гравировка в матрице должна быть выпуклой.
Достигаемая
точность оттисков находится в пределах 3-го класса точности, а
шероховатость выдавленной поверхности соответствует  по ГОСТ 2789—73.
Лучших результатов добиваются при
выдавливании в целой заготовке без предварительной расточки
оформляющей полости и за один ход пресса.
по ГОСТ 2789—73.
Лучших результатов добиваются при
выдавливании в целой заготовке без предварительной расточки
оформляющей полости и за один ход пресса.
Для снижения усилия выдавливания мастер-пуансон рекомендуется смазывать трехпроцентным водным раствором медного купороса.
На
качество оттиска существенно влияют размеры и форма заготовки. Для
выдавливания круглых матриц и матриц с соотношением сторон в плане не
более 1,5 применяют круглые заготовки. Для прямоугольных матриц с
большим соотношением сторон следует использовать прямоугольную
заготовку. Поверхность заготовки, на которой выполняют оттиск, должна
быть обработана с шероховатостью не грубее  и полирована.
и полирована.
Холодное выдавливание выполняют на мощных гидравлических прессах. Усилие, необходимое для выдавливания, зависит от материала заготовки, глубины и площади выдавливания и формы оттиска.
return_links(); ?>