
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
5. Схемы технологических процессов изготовления основных деталей и сборки пресс-форм
Наибольшую сложность в изготовлении представляют формообразующие детали пресс-форм — матрица и пуансон. Это вызвано разнообразием и сложностью поверхности прессуемых изделий, конфигурацию которых необходимо точно повторить на рабочих деталях пресс-форм.
Для изготовления всех формообразующих деталей применяют два основных технологических варианта.
Первый вариант предусматривает предварительную обработку контура на металлообрабатывающих станках до термообработки с припуском на последующее шлифование, доводку и полировку. Такой технологический процесс применим для поверхностей сравнительно простой формы, например тела вращения, открытые плоскости, наружные многогранники.
Второй вариант — это окончательное выполнение размеров рабочего контура механической и слесарной обработкой в незакаленной детали с последующей доводкой и полировкой ее после закалки. По второму технологическому варианту изготовляют наиболее сложные поверхности деталей, когда шлифование невозможно или весьма затруднено, а слесарная обработка после закалки для снятия значительного припуска неприемлема.
Если в первом случае допустимо применение углеродистых инструментальных сталей, значительная деформация которых при закалке исправляется последующим шлифованием, то для сложных деталей, изготовляемых по второму технологическому варианту, необходимы сложнолегированные стали, дающие минимальное коробление во время термообработки.
Сборка основных деталей пресс-форм, выполняемых по первому технологическому варианту, обеспечивается точным выполнением сопрягаемых поверхностей согласно размерам чертежа и не требует индивидуальной подгонки. При сопряжении деталей сложного профиля индивидуальная взаимная подгонка их часто неизбежна. Рекомендуется в этом случае наиболее сложную деталь обработать окончательно до термообработки, а у второй, менее сложной детали оставить увеличенный припуск, за счет которого осуществлять подгонку при сборке. В сложных пресс-формах часто изготовляют окончательно матрицу, а затем — пуансон с учетом искажения формы матрицы, возникшего при закалке.
Индивидуальная подгонка удлиняет цикл изготовления пресс-формы и должна применяться только пpи крайней необходимости.
Пластмассовые детали технического назначения, когда форма поверхности не имеет решающего значения и не влияет на их работоспособность, должны быть сконструированы с учетом технологичности изготовления пресс-формы, с заранее предусмотренной возможностью применения обработки на высокопроизводительном оборудовании.
Схемы построения технологических процессов изготовления основных деталей пресс-форм зависят от технических возможностей конкретного инструментального цеха — наличия надлежащего оборудования, квалификации рабочих и т. д. При разработке технологического процесса следует стремиться полнее использовать станочное оборудование, оставляя на необходимые слесарные работы минимальные припуски.
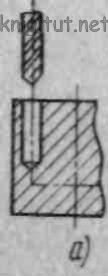
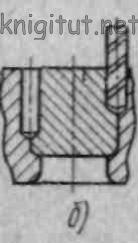
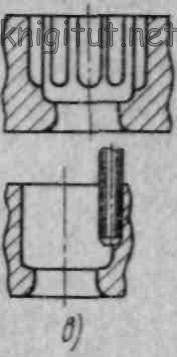
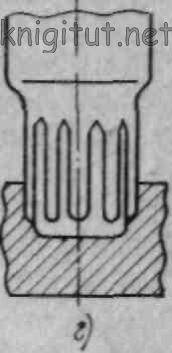
Рис. 45. Технологические варианты изготовления матрицы пресс-формы
Различные способы изготовления одной и той же детали в зависимости от наличного оборудования показаны на рис. 45. Пазы в матрице, оформляющие рифления на поверхности пластмассовой заглушки, могут быть изготовлены, например, по следующим технологическим вариантам:
- сверлением в цельной заготовке по разметке на сверлильном станке (или на координатно-расточном без разметки) с развертыванием специально заточенной разверткой и последующей токарной обработкой остальной оформляющей полости (рис. 45, а);
- сверлением совместно с технологической заглушкой, запрессованной в предварительно расточенную полость (рис. 45,б);
- фрезерованием на вертикально-фрезерном станке в предварительно расточенной полости (рис. 45, в);
- холодным выдавливанием мастер-пуансоном на гидравлическом прессе (рис. 45, г).
Выбор одного из показанных на рис. 45 вариантов определяется возможностями инструментального цеха. Ниже приведены схемы изготовления формообразующих деталей пресс-форм, характерных для приборостроения.
return_links(); ?>