
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Ремонт цилиндро-поршневой группы автомобиля.
Цилиндро-поршневая группа. Основными дефектами блока цилиндров являются пробоины, сколы, трещины, износ рабочей поверхности цилиндра, деформация посадочных мест под гильзу, деформация гнезд вкладышей коренных подшипников, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. В рубашку блока под давлением 0,4... 0,5 МПа нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или (вместо нее) чугунная плита с резиновой прокладкой. Для устранения трещин, пробоин и обломов их заваривают или заделывают эпоксидными пастами.
Перед заваркой пробоине необходимо придать форму, удобную для постановки заплаты, заровнять острые выступы и по краям пробоины снять фаски. Затем из листового материала сплава АЛ-4 или АМц вырезать и подогнать по форме пробоины заплату.
На нагретую деталь (150...250° С) приваривают заплату с двух сторон. Температуру нагрева блока следует контролировать с помощью термочувствительного карандаша. Так как шлак вызывает коррозию свариваемой детали, после сварки его необходимо счистить металлической щеткой и смыть водой. Излишне наплавленный металл следует удалить и проверить сварные швы на герметичность. При наличии пор дефектные места необходимо вырубить и вновь заварить, предварительно нагрев деталь. Контролировать герметичность сварных швов лучше всего с помощью гидравлических испытаний или методом цветной капиллярной дефектоскопии.
При заварке пробоин, захватывающих канал для прохода смазки, можно предварительно вставлять в канал стальную или лучше алюминиевую трубку. Однако если постановка трубки затруднительна, то канал для прохода смазки может быть заварен, а затем рассверлен. После обработки канала необходимо провести гидравлическое испытание под давлением 0,3...0,4 МПа.
Перед заваркой необходимо выявить границы трещины и затем разделать ее на глубину 2...3 и ширину 5...6 мм. Наплавку обломов и заварку трещин выполняют так же, как и заварку пробоин после предварительного подогрева. Обработка и контроль сварного шва при заварке пробоин и трещин аналогичны. При сварке блок цилиндров желательно устанавливать так, чтобы сварку можно было выполнять в нижнем положении. При наплавке бобышек или приливов, имеющих отверстия, последние полностью заваривают, а затем рассверливают до необходимых диаметров.
Величину износа цилиндров или гильз определяют индикаторным нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5...10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий— на расстоянии 15...20 мм от нижней кромки цилиндра. В зависимости от величины износа назначают вид ремонта — растачивание до следующего ремонтного размера, который больше предыдущего на 0,25 мм, или выполняют установку (запрессовку) ремонтных гильз.
Цилиндры или вставные гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Вставные гильзы крепят в специальном приспособлении, установленном на столе расточного станка.
После растачивания цилиндр или гильзу подвергают хонингованию. Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер для данного двигателя.
Цилиндры можно восстанавливать запрессовкой ремонтных гильз, если их износ превышает последний ремонтный размер или на стенках есть глубокие риски или задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3...4 мм. Запрессовывая ремонтные гильзы, в верхней части цилиндра растачивают кольцевую вытачку под буртик гильзы.
Ремонтные гильзы запрессовывают с натягом 0,05... 0,10 мм на гидравлическом прессе, впрессовывают и обрабатывают (растачивают и хонингуют) до нормального размера.
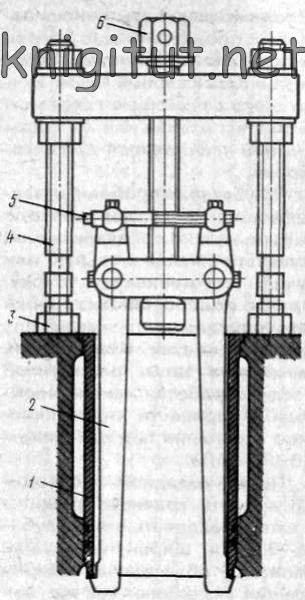
Рис. 136. Выпрессовка гильзы из блока цилиндров комбинированным съемником: 1 — гильза, 2 — лапки, 3 — гайка, 4 — шпилька, 5 — болт, 6 — винт
Вставные гильзы выпрессовывают и запрессовывают с помощью специальных съемников (рис. 136).
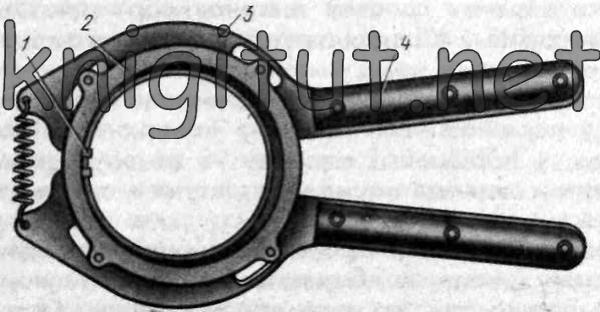
Рис. 137. Съемник поршневых колец: 1 — выступы, 2 — упоры, 3— захваты, 4— рукоятка
Для замены изношенных поршней изготовляют комплекты поршней с подобранными к ним поршневыми пальцами и со стопорными и поршневыми кольцами в количестве, необходимом для одного двигателя. Съем и установку поршневых колец выполняют специальным съемником (рис. 137), при этом надо следить за правильным положением замков колец.
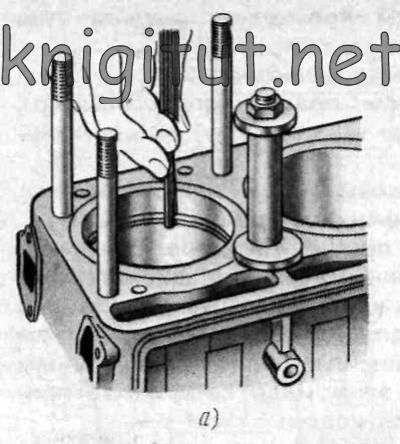

Рис. 138. Проверка зазора поршневых колец в замке (а) и в канавке поршня (б)
Для обеспечения надлежащего зазора между юбкой поршня и гильзой цилиндра поршни после окончательной обработки сортируют на заводе-изготовителе по диаметру юбки на размерные группы. Перед установкой поршневых колец необходимо подобрать поршневые кольца по канавке поршня и по цилиндру (рис. 138). Зазор в замке поршневого кольца при установке в цилиндр должен составлять 0,3...0,6 мм в зависимости от модели автомобиля.
Наряду с подбором поршней к гильзам цилиндров по диаметру их подбирают также и по массе, для чего их сортируют на заводе-изготовителе и маркировку наносят на днище поршня с помощью клейма или краской. Поршни, устанавливаемые в гильзы цилиндров двигателя, должны быть одной массовой группы и помечены порядковыми номерами гильз цилиндров, к которым они подобраны. Буквенная маркировка групп наносится на поверхности днища поршня.
После того как закончен подбор поршней к гильзам, подбирают поршневые пальцы к поршням и втулкам верхних головок шатунов. Шатуны предварительно проверяют и при необходимости восстанавливают. Изношенные втулки верхней головки шатуна обычно заменяют новыми или развертывают под ремонтный размер поршневого пальца. Отверстия нижней головки шатуна под вкладыш растачивают и шлифуют вместе с крышкой шатуна. Изгиб и скручивание шатуна устраняют правкой с использованием специальных приспособлений, контролирующих одновременно расстояние между центрами его головок.
Для облегчения подбора поршневые пальцы, поршни и втулки верхних головок шатунов сортируют на размерные группы. Каждая группа имеет свое цветовое обозначение.
При изготовлении деталей маркировочную краску наносят: у поршней — на нижнюю поверхность одной из бобышек, у поршневых пальцев — на внутреннюю поверхность с одного конца, на шатуне — у верхней головки.
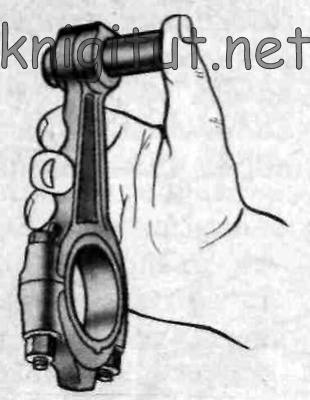
Рис. 139. Проверка правильности подбора поршневого пальца к втулке малой головки шатуна
Поршневой палец, принадлежащий к определенной размерной группе, подбирают при сборке к поршню и втулке шатуна той же размерной группы. Поршневой палец, смазанный маслом для двигателя, должен плотно входить во втулку под усилием большого пальца правой руки (рис. 139).
Во всех случаях поршневые пальцы к шатунам необходимо подбирать при температуре воздуха в помещении (20±3)°С.
Поршневой палец, подобранный к поршню и шатуну, смазывают тем же маслом, что и для двигателя, и запрессовывают в бобышки поршня и в верхнюю головку шатуна с помощью специального приспособления. Предварительно поршень нагревают до 47...77°С.
Для опор коренных подшипников необходимо контролировать величину деформации постелей под вкладыши коренных подшипников. При капитальном ремонте, как правило, наращивают поверхность постелей с последующей расточкой. Если в опорах и в других местах блока цилиндров есть трещины, проходящие через масляные каналы, блок подлежит замене.
return_links(); ?>