
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Патрон для групповой обработки центрирующих вкладышей цилиндрических линз
Патрон для групповой обработки центрирующих вкладышей цилиндрических линз позволяет устранить слесарную пригонку сегментных вкладышей и вести обработку их с минимальными затратами времени при значительном повышении качества. Высокая точность выполнения размеров обеспечивается индикаторной настройкой продольных и поперечных салазок суппорта станка, несущих резец. Патрон собирается в одном корпусе и снабжен сменными элементами для быстрой перестройки на обработку любого из представленных типов вкладышей.
На рис. 94, а
показана компоновка токарного патрона для обработки вкладыша,
показанного на рис. 93, а. Корпус 1 патрона имеет с левого торца
резьбовое отверстие 19 для крепления на шпинделе станка. Сменная
ступенчатая пирамида 2 устанавливается на правом торце корпуса,
имеющем две цилиндрические ступени, симметрично оси вращения корпуса
патрона. Подлежащие обработке вкладыши 3 располагаются на
параллельных гранях меньшей ступени пирамиды 2 и прижимаются к торцу
большей ступени шайбой 4 с помощью винта 5. Вкладыши такой же
конфигурации, но больших габаритов устанавливаются на параллельные
грани большей ступени пирамиды с упором в другую ступень корпуса и
закрепляются сменной шайбой с увеличенным диаметром.
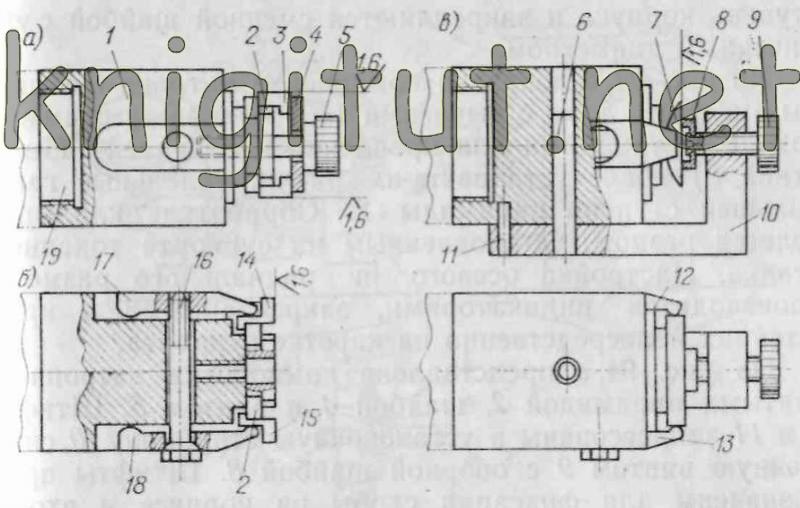
Рис. 94. Компоновка патронов для обработки вкладыша
На рис. 94,б показана компоновка патрона без шайбы 4 и винта 5, но с рычагами 17 и 18 и зажимным винтом 16, служащими для крепления вкладышей 14 и lb (типа б) после установки их на параллельные грани большей ступени пирамиды 2. Обработка вкладышей ведется резцом, установленным на суппорте токарного станка. Настройка осевого и радиального размеров производится индикаторами, закрепленными в кронштейнах непосредственно на каретке суппорта.
На рис. 94,в представлена компоновка патрона со снятыми пирамидой 2, шайбой 4 и винтом 5. Штифты 6 и 11 запрессованы в установочную струбцину 10, снабженную винтом 9 с опорной шайбой 8. Штифты предназначены для фиксации скобы на корпусе и входят в его радиальные отверстия с малым зазором. Струбцина служит для установки торца вкладыша 7 (типа в) точно перпендикулярно оси вращения патрона. После зажима вкладыш закрепляется рычагами 12 и 13, винт ослабляют и снимают струбцину 10.
При обработке вкладышей (типа а) на торец корпуса устанавливают ступенчатую пирамиду 2, шайбу 4 и винт 5. Затем на параллельных гранях пирамиды закрепляют два вкладыша 3. Их обтачивают по наружной цилиндрической поверхности, добиваясь идентичности пары вкладышей для конкретного диаметра гнезда оправы.
При обработке вкладышей 14 и 15 (типа б) их устанавливают на грани пирамиды 2 большего размера и закрепляют с помощью рычагов 17 и 18 и винта 16. Затем следует обточка наружного диаметра и торцов.
При необходимости получения различной высоты вкладышей между носиком и основанием пирамиды вкладывается мерная полоска фольги. В этом случае, разница высот в паре вкладышей будет определена с высокой точностью в полном соответствии с фактическими размерами линзы в месте ее контакта с вкладышем.
Наконец, при обработке вкладыша 7 (типа в) его устанавливают цилиндрической частью на торец корпуса и в этом положении фиксируют упором шайбы 8 винта 9. Винт затягивают, и вкладыш закрепляют рычагами 12 и 13. Затем винт ослабляют, и установочную струбцину снимают с корпуса. Вкладыш обтачивают по торцу. Обработка производится на одном вкладыше, что объясняется различием их в паре по высоте в связи с разными высотами фасок цилиндрической линзы.
Использование группового патрона значительно снизило трудоемкость центрирования цилиндрических линз в оправах при одновременном повышении качества сопряжения линзы с оправой и вкладышами. Применение индикаторов при настройке салазок суппорта станка позволяет, кроме того, вести точную расточку гнезд под линзы в оправах. Учитывая самые различные размеры собираемых оправ, индикаторы следует выбирать с большим ходом измерительного стержня, например, в пределах 15...20 мм, что существенно расширяет технологические возможности оборудования.
return_links(); ?>