
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Приспособление для навивки цилиндрических пружинных каркасов большого диаметра на токарных станках
Приспособление для навивки цилиндрических пружинных каркасов большого диаметра на токарных станках (рис. 51) состоит из корпуса 5 и поворотных рычагов 1 и 6. В средней части рычагов размещены качающиеся гайки-вкладыши 4 и 7. Регулировка угла поворота поворотных рычагов относительно друг друга осуществляется винтом 3, имеющим на концах резьбу противоположных направлений. Винт связан с рычагами через гайки-вкладыши. На вилкообразных концах поворотных рычагов на подшипниках размещены прижимные ролики 2 и 8. Механизм шагообразования расположен на рычаге 9, в корпусе которого, взаимодействуя с винтом, совершает возвратно-поступательное движение гайка, несущая ролики 10. Оправка 12 снабжена конусным хврстовиком, позволяющим устанавливать ее непосредственно в шпиндель станка.
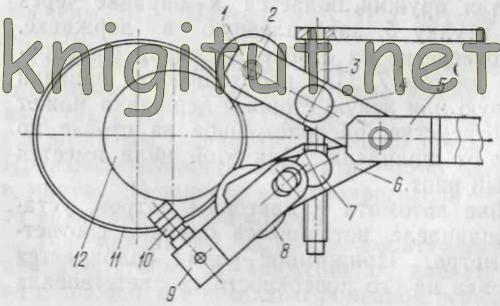
Рис. 51. Приспособление для навивки цилиндрических пружинных каркасов большого диаметра на токарных станках
Рычаги 1 и 5 раздвигаются с помощью винта 3 на нужный угол (от 30 до 100°) в зависимости от диаметра конусной оправки, на котором производится навивка пружины. Конец проволоки 11 заводится под прижимной ролик 8 и рычаг 1 и прижимается к оправке 12 посредством подачи резцедержателя токарного станка.
Кратковременным включением станка проволока протягивается до тех пор, пока ее конец не выйдет из-под второго прижимного ролика 8 и рычага 9. Ролики 10 механизма шагообразования настраивают на нужный шаг. После этого включают станок и производят навивку пружин.
Направление навивки может быть как правым, так и левым. Для левого направления приспособление переворачивается в резцедержателе на 180°.
Внедрение приспособления позволило отказаться от специальных оправок, повысить качество пружин и производительность труда на этих операциях.
return_links(); ?>