
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Настольный автомат для навивки пружин
Настольный автомат (рис. 50) дает возможность изготавливать плотные и шаговые пружины как из мягких, так и из твердых проволок. Диаметр пружин — от 0.2 до 10 мм, диаметр проволоки — от 0,2 до 0,7 мм. Производительность автомата—1200 витков пружины в минуту. Мощность электродвигателя—150 Вт, частота вращения — 2800 об/мин.
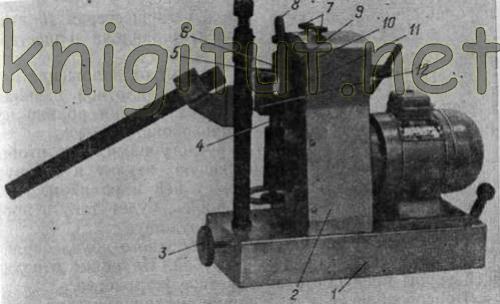
Рис. 50. Настольный автомат для навивки пружин
Все механизмы автомата смонтированы на основании 1 и стойке 2. Движение от двигателя передается на шпиндель 6 с помощью ременной передачи.
Навивка цилиндрических пружин производится на оправке с помощью сменного вращающегося прижимного ролика, расположенного на кронштейне 4, который может перемещаться в вертикальном направлении для перестройки станка на навивку пружин различных размеров. Перемещение кронштейна производится с помощью регулировочного винта 3. Рычаг 8 с шестерней передает движение от шестерни на шпинделе к большой шестерне 11, которая установлена на кронштейне 4. От нее через систему шестерен 12 вращение передается прижимному ролику 9. Рычаг 8 может откидываться, что дает возможность связывать шпиндель с шестерней 11 при перемещении кронштейна 4.
Проволока для пружин подается к оправке через направляющую втулку 5, закрепленную в державке. Вставленная в отверстие на стойке державка фиксируется стопорным винтом 7. При необходимости навивки пружины в правую или левую стороны державка может вставляться в отверстие, расположенное на стойке по другую сторону от шпинделя. Для этой цели имеется второй стопорный винт.
При настройке автомата в цанговый патрон, установленный на шпинделе, вставляется оправка соответствующего диаметра. Прижимной ролик подбирается так, чтобы канавка на его поверхности соответствовала диаметру проволоки. Ролик прижимается к оправке при перемещении кронштейна 4, для чего шестерня 10 вводится в зацепление с шестерней шпинделя и шестерней 11.
Шаг навиваемой пружины зависит от положения направляющей втулки. Например, для плотной навивки втулка смещается от плоскости вращения ролика на расстояние, равное диаметру проволоки.
Первый виток делают круглогубцами, так чтобы проволока, проходя направляющую втулку и обогнув оправку, зажималась бы между ней и роликом. При включении станка ролик, вращаясь, будет тянуть проволоку, навивая таким образом пружину.
Готовая пружина сходит со свободного конца оправки и отводится специальной трубой. На конце отводящей трубы предусмотрено отрезное устройство.
Приспособление для навивки цилиндрических пружинных каркасов большого диаметра на токарных станках позволяет навивать пружины или проволочные пружинные каркасы диаметром от 1,0 до 5,0 мм из проволоки диаметром 3 и 4 мм.
return_links(); ?>