
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Общие технические требования к блокам штампов со скользящими направляющими.
1. Все блоки должны изготовляться по технической документации, соответствующей ГОСТам и утвержденной в установленном порядке.
2. Изготовлять детали блоков разрешается только из материалов, указанных в стандартах. При изготовлении блока с плитами из сортового проката, марка которого не предусмотрена чертежом, допускается использовать другие марки материалов, обеспечивающие механические свойства не ниже, чем у материалов, указанных в стандарте.
3. По форме, размерам, предельным отклонениям Я шероховатости поверхности детали блоков должны соответствовать требованиям, установленным в стандартах на конструкцию и размеры штампов.
4. Предельные отклонения межосевого расстояния отверстий в комплекте нижних и верхних плит под направляющие колонки и втулки должны быть:
| Расстояние между осями отверстий, мм | Требуемая точность блока, мм | |
| нормальная | повышенная | |
| До 200 | 0,006 | 0,004 |
| Свыше 200 | 0,01 | 0,006 |
5. Предельные отклонения размеров, не ограниченных допусками, должны быть: охватывающих - по А7, охватываемых - по В7, остальных - по СМ8.
6. Допускается изготовление блоков со ступенчатыми направляющими колонками и втулками. При этом отверстия в плитах под колонки изготовляются с допуском по А.
7. Фаски на отверстиях в плитах под втулки выполняются со стороны запрессовки втулок в плиты блока.
8. При необходимости допускается изготовление блоков с колонками большей или меньшей длины по сравнению с предусмотренным стандартом.
9. Обработанные поверхности деталей блока не должны иметь заусенцев, задиров, забоев и других механических повреждений, снижающих эксплуатационные качества и внешний вид изделия. Острые кромки должны быть притуплены, а необработанные поверхности-загрунтованы и окрашены несмываемой краской серого цвета.
10. В собранном виде перемещение верхней части блока штампа по направляющим колонкам должно быть плавным, без перекосов и заеданий.
11. Каждый из блоков, собранных и испытанных в движении на холостом ходу, должен быть предъявлен представителю ОТК для внешнего осмотра и проверки точности в соответствии со стандартом.
Плавность перемещения по направляющим верхней части блока при массе его не более 20 кг должна проверяться вручную, а при массе более 20 кг - на соответствующем стенде или прессе.
12. Блоки, принятые ОТК, должны быть замаркированы соответственно стандарту, по которому они изготовлены.
13. Блоки, подлежащие хранению на складе, должны быть защищены от коррозии и повреждений.
Конструкция и размеры блоков со скользящими направляющими приведены в табл. 95.
95. Конструкция и типоразмеры блоков со скользящими направляющими для штампов холодной штамповки нормальной и повышенной точности
| Наименование блока | Эскизы | Размеры рабочей плоскости, мм | Масса блока, кг | ГОСТ на конструкцию и размеры | |
| С диагональным расположением колонок и втулок | 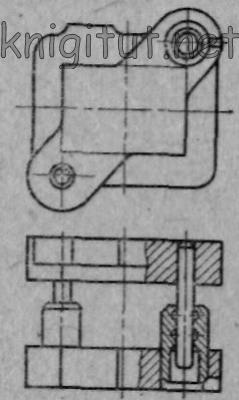 |
От 60 до 500 | От 50 до 400 | От 2,98 до 305,59 | 13124-75 |
| С задним расположением колонок и втулок | 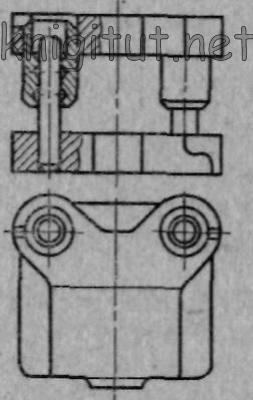 |
От 2,86 до 304,99 | 13125-75 | ||
| С осевым расположением колонок и втулок | 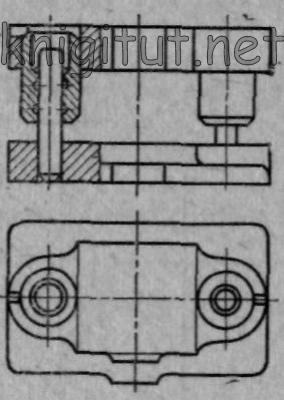 |
От 3,04 до 319,06 | 13126-75 | ||
Примечание. Технические требования на стандартные блоки штампов для холодной штамповки см. ГОСТ 13130-75.
return_links(); ?>