
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
4. Шероховатость поверхности деталей
Стойкость штампа и качество отштампованного изделия зависят не только от конструкции штампа, материала его деталей и точности их изготовления, но и от степени шероховатости поверхностей, соприкасающихся во время работы штампа между собой или с обрабатываемым материалом.
Минимальная шероховатость рабочих поверхностей необходима у пуансонов и матриц, так как в целом ряде случаев качество отштампованных деталей непосредственно определяется состоянием рабочих поверхностей оснастки.
В табл. 3 и 4 приведены рекомендуемые к применению классы шероховатости поверхностей деталей при изготовлении штампов и пресс-форм.
Примеры назначения величины шероховатости на отдельных деталях штампов показаны в табл. 5, в соединениях — на рис. 2.
3. Классы шероховатости поверхности, ГОСТ 2789—73
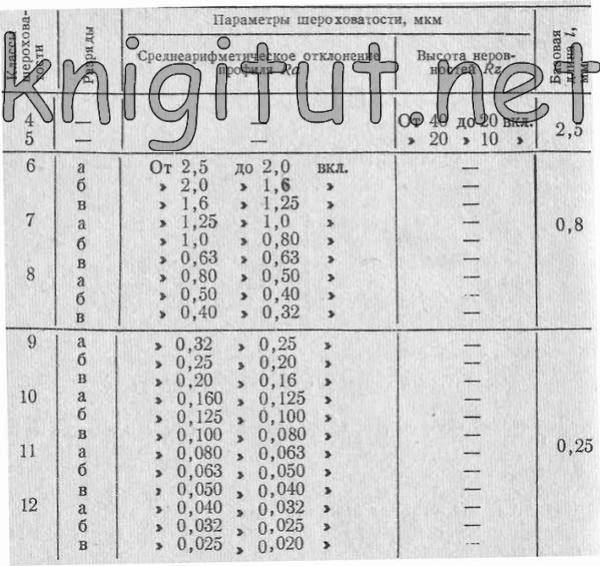
Примечание. Предусмотренные стандартом классы шероховатости 1,2, 3, 13 и 14 в таблицу не введены, так как при изготовлении штампов для холодной штамповки и пресс-форм практически не используются. Классы 11 и 12 используются редко и особо оговариваются в чертежах.
4. Классы шероховатости поверхностей деталей штампов, рекомендуемые к применению
| Класс шероховатости | Применение |
| 4 | Нерабочие поверхности деталей (не соприкасающиеся со штампуемой деталью и с поверхностями других деталей) : стержни винтов и отверстия под них, провальные отверстия в матрицах и т. п. |
| 5 | Опорные поверхности деталей, к которым не предъявляются высокие требования в местах соединения: опорные поверхности винтов, поверхности хвостовика, соприкасающиеся с ползуном пресса и т. п. |
| 6 | Места неподвижных соединений пуансона с пуансоно-держателем некруглой формы, а также круглой формы, выполняемые по 3-му классу точности: отверстия под пуансоны в пуансонодержателях, поверхности выталкивающих штифтов, неподвижные соединения пуансонов с ловителями, прилегающие поверхности плит блока при зазорах между матрицей и пуансоном не более 0,05 мм |
| 7 | Неподвижные соединения деталей круглой формы, выполняемых по 2-му классу точности: соединения пуансона или пуансона-матрицы круглой формы с пуансоно-держателем, соединения установочных штифтов, упоров, направляющих втулок и колонок, прилегающие и опорные поверхности пакета, выталкивателей, съемника, плит блока при зазорах между матрицей и пуансоном менее 0,05 мм |
| 8 | Рабочие поверхности матриц и пуансонов, оформляющие контур вырубаемых или изгибаемых деталей, а также поверхности вытяжных пуансонов, поверхности скольжения, выполняемые по 1—2-му классам точности, подвижные соединения направляющих втулок и колонок, и т. п. |
| 9-10 | Рабочие поверхности матриц, прижимов и выталкивателей вытяжных штампов, вырубных штампов при штамповке тонколистовых мягких цветных металлов и сплавов и неметаллических материалов, рабочие поверхности пуансонов и матриц зачистных штампов, поверхности качения в блоках с шариковыми направляющими, поверхности подвижных соединений направляющих колонок и втулок в блоках прецизионных штампов |
5. Примеры назначения величины шероховатости обработки поверхностей деталей штампов для холодной штамповки
Плита 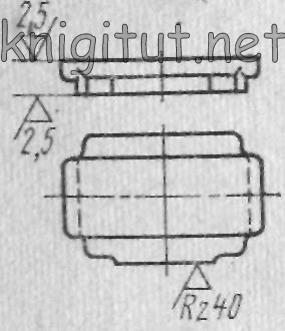 |
Направляющая планка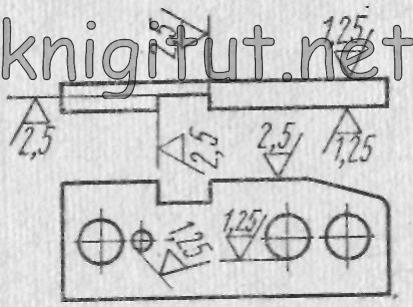 |
Хвостовик 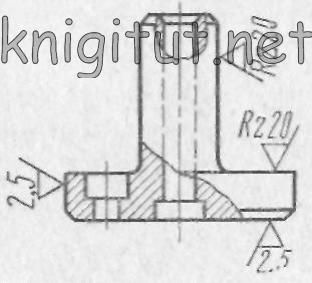 |
Фиксатор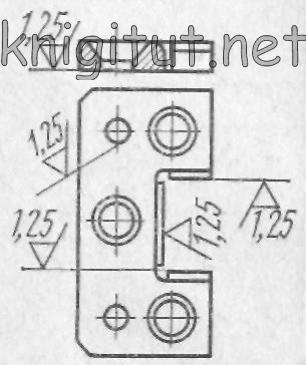 |
Пуансон
круглый 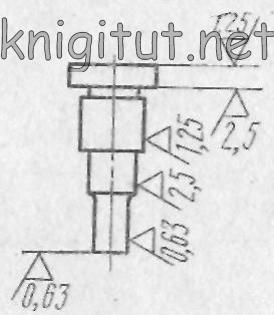 |
Упор 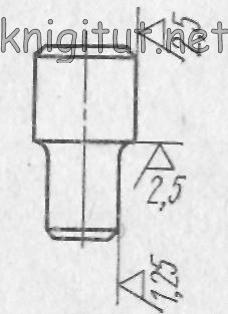
|
Матрица
круглая 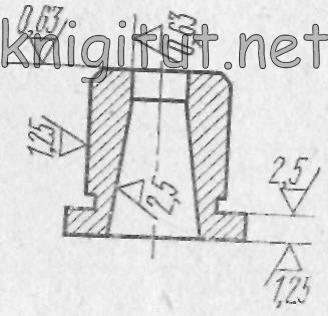 |
Съемник 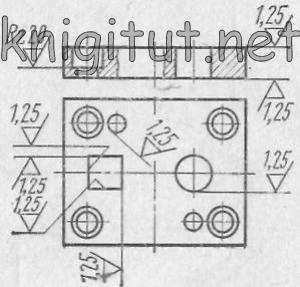
|
Режущая
секция 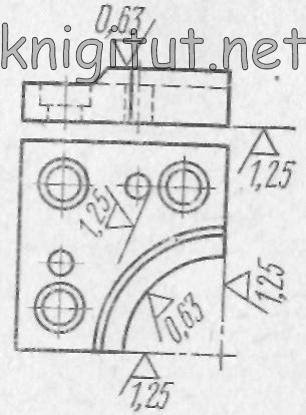 |
Пружинный съемник 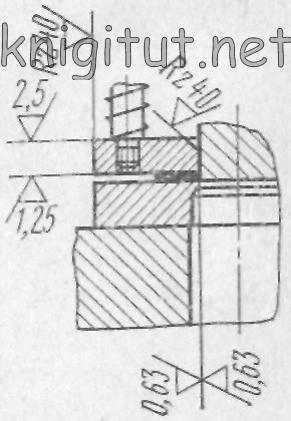
|
Пуансонодержатель 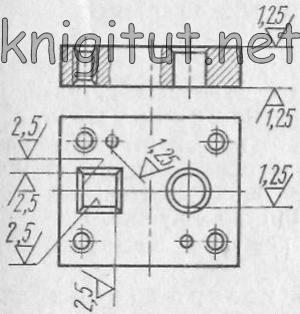 |
Шпонка 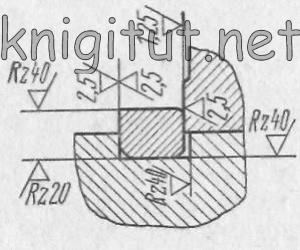 |
Прокладка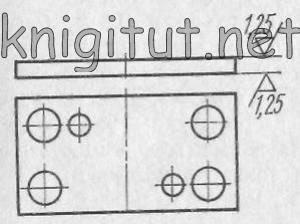 |
Места
скольжения 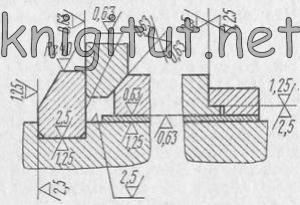 |
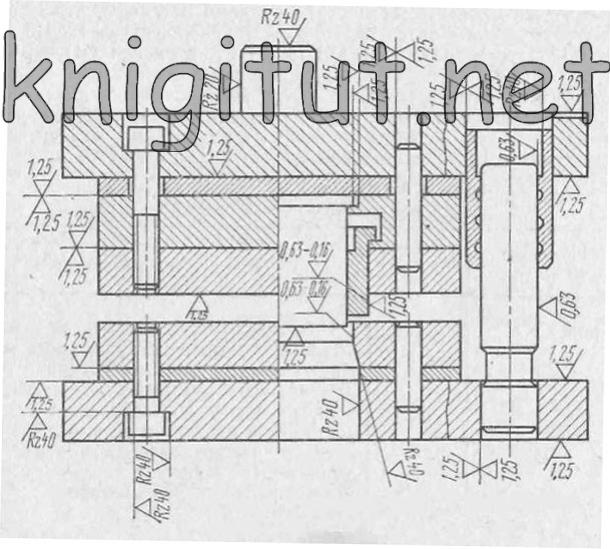
Рис. 2. Рекомендуемая к применению шероховатость
return_links(); ?>