
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
5. Кернеры разметочные и центровочные
Для разметочных работ и нанесения центров под сверление отверстий в деталях оснастки применяют стандартные стальные кернеры, изготовляемые в соответствии с ГОСТ 7213—72.
При перенесении центров отверстий с готовой верхней плиты на нижнюю для точного совмещения отверстий (например, под направляющие колонки в штампах, штыри в пресс-формах) применяют кернеры с направлением (табл. 46).
46. Форма и основные размеры стальных кернеров
| Наименование | Размеры, мм | ||||
Стандартный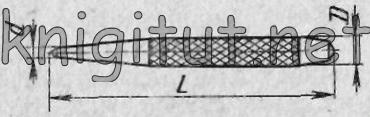 |
d | 2 | 3,2 | 4 | 6,3 |
| L | 90 | 100 | 125 | 160 | |
| D | 8 | 10 | 10 | 12 | |
С
направляющей шейкой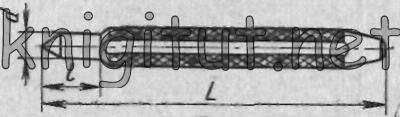 |
d | 3,5 | 5 | 6 | 7 |
| l | 20 | 20 | 20 | 25 | |
| L | 100 | 100 | 100 | 100 | |
| d | 9 | 11 | 13 | 17;22 | |
| I | 30 | 36 | 40 | 45;50 | |
| L | 150 | 150 | 170 | 170;170 | |
С
направляющей бобышкой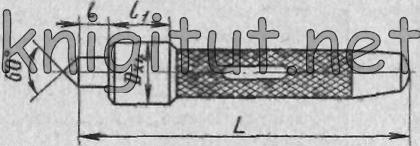 |
I | 10 | 15 | ||
| h | 60 | 75 | |||
| h | 150 | 150 | |||
Примечание. Материал — сталь марок У8А, 7ХФ.
Большое удобство и ускорение работ создают пружинные и электромагнитные кернеры, применяемые на ряде заводов (рис. 7).
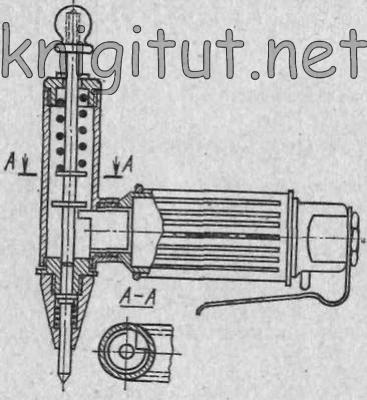
Рис.
7. Кернер механический




Рис. 8. Центры для разметки на координатно-расточных станках:
а, б, в — жесткие, г — пружинный
Самый точный метод разметки деталей технологической оснастки — механическая разметка на координатно-расточных станках. Для выполнения разметки применяют специальные разметочные центры, которыми укомплектован каждый станок (рис. 8, а, б, в, г).
return_links(); ?>