
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Алмазные шлифовальные круги
В табл. 33 приведены сведения об алмазных кругах и данные для их выбора. Технические условия на алмазные круги предусмотрены ГОСТ 5.1580-75.
33. Форма, обозначение и область применения алмазных шлифовальных кругов
| Наименование | Форма и обозначение | Основные размеры, мм | Область применения | D | H | S | Плоский цилиндрический | 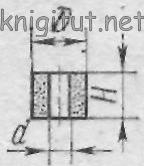 А1ПП |
6-13 | 6-10 | 2-4 | Шлифование цилиндрических и конических отверстий (сквозных и глухих) | Плоский прямого профиля | 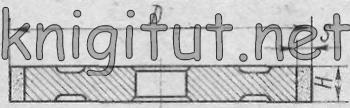 АПП |
16-500 | 2-50 | 2-5 | Шлифование плоских, цилиндрических и конических поверхностей, шлифовка, заточка и доводка твердосплавных деталей | Плоский с выточкой | 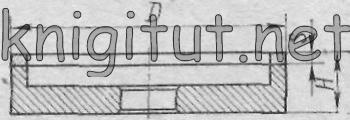 АПВ |
80-300 | 18-32 | 1,5-5 | Плоское шлифование, заточка и доводка твердосплавных деталей |
| Наименование | Форма и обозначение | Основные размеры, мм | Область применения | D | H | S | Плоский с двусторонней выточкой | 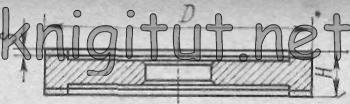 АПВД |
100-250 | 6-25 | 1-5 | Шлифование, заточка и доводка режущей части твердосплавного инструмента | Чашечный конический | 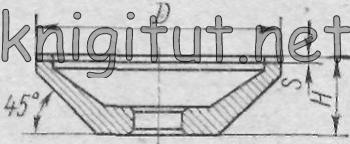 АЧК |
50-250 | 20-52 | 1,5-5 | Шлифование плоских поверхностей деталей, заточка и доводка твердосплавного инструмента | Чашечный конический | 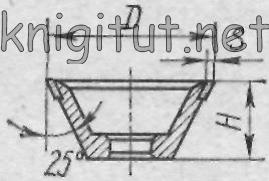 А1ЧК |
50-150 | 20-40 | 1,5-5 | Шлифование деталей в углах, заточка и доводка твердосплавного инструмента | Плоский прямой двусторонний | 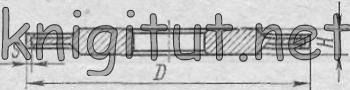 А2ПП |
125-250 | 6-20 | 2-4 | Обработка за одну установку цилиндрических поверхностей, торцов и выступов, шлифование пазов и шлицев твердосплавных деталей штампов |
| Наименование | Форма и обозначение | Основные размеры, мм | Область применения | D | H | S | Плоский с двусторонним коническим профилем α=30-120° | 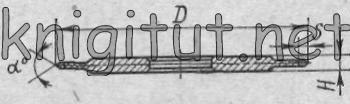 А2П |
25-400 | 3-10 | 2-5 | Профильное шлифование, нарезание и доводка наружных и внутренних резьб в закаленных деталях | Плоский с полукругло-выпуклым профилем R= 1-16 | 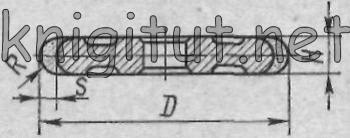 А5П |
50-150 | 2-32 | 2-7 | Шлифование кругло-вогнутых поверхностей и канавок в деталях и инструментах из твердых сплавов | Отрезной круг | 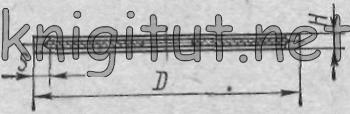 АОК |
50-400 |
0,5-2,5 | 2,5-5 | Резка заготовок и деталей из твердых сплавов, закаленных сталей и керамики |
Корпуса алмазных кругов изготовляют из алюминиевых сплавов марок АК6 или Д16 (ГОСТ 4784-74) или из стали 20, 25, 30, Ст3;
Хвостовики для кругов формы А1ПП и АГЦ изготовляют из стали У7 или У8.
Рабочий (алмазоносный) слой состоит из зерен алмаза, связки и наполнителя.
Для кругов с алмазоносным слоем на металлической связке допускается закрепление рабочего слоя на стальном переходном кольце, в свою очередь закрепляемом на стальном корпусе круга.
Связки для алмазных кругов применяют металлические (композиция меди, цинка, олова, алюминия), обозначаемые буквой М, керамические (на основе шамота и стекла с добавкой алюминия), обозначаемые буквой К, и органические (на основе пульвербакелита или карболита), обозначаемые буквой Б или КБ. Наполнителями являются порошки карбида бора, электрокорунда, глинозема, меди или графита.
Пользование алмазными кругами. При использовании алмазных кругов необходимо избегать очень высокой окружной скорости и высокого давления на круг. Окружная скорость должна быть в пределах 25-35 м/с при плоском шлифовании и не свыше 20 м/с- при профильном.
Рекомендуемые марки кругов приведены в табл. 34.
34. Рекомендуемые марки алмазных кругов в зависимости от требуемой шероховатости поверхности при обработке деталей из твердых сплавов
| Класс шеро-ховатости | Шлифование | Заточка | Доводка | связка | метал-лическая | органическая | метал-лическая | керамическая | органическая | 8-9 | АСР 125/100- 80/63 | АСО 160/125- 100/80 | АСР 125/100- 80/63 | АСР 250/200-200/160 | АСР
160/125 100/80 АСОМ 160/125-100/80 |
- |
9-10 | АСР 80/63-50/40 | АСО 100/80-50/40 | АСР
80/63-
50/40 АСВ 80/63- 50/40 |
АСР 200/160 100/80 | АСО
100/80-
63/50 АСРМ 100/80- 63/50 АСОМ 100/80- 63/50 |
- |
10-11 | - | АСО 50/40 АСМ 40/28 | - | АСР 63/50 АСМ 40/28 | - | АСО 50/40 АСМ 40/28 | 11-12 | - | АСМ 40/28-14/10 | - | - | - | АСМ 40/28-14/10 | 12 | - | АСМ14/10-7/5 | - | - | АСМ 14/10-7/5 |
Алмазные инструменты, потерявшие свою точность или работоспособность, правят шлифовальными кругами или алмазными карандашами.
Правку выполняют при вращении алмазного и шлифовального кругов.
Правящий круг выбирают из карбида кремния зеленого зернистостью 40, 25, 16, твердостью СМ1, СМ2 на керамической связке. Окружная скорость правящего круга 15-20 м/с, алмазного - рабочая. Для правки лучше всего применять шлифовальные круги формы ПП диаметром 80-100 мм и править периферией круга. Правят также кругами из карбида кремния зеленого зернистостью 40, 25 на керамической связке твердостью М2, скорость шлифования 30 м/с, продольная подача 1,5-2 м/мин, поперечная 0,02-0,04 мм/дв. ходов.
Для восстановления режущих свойств и точности плоских поверхностей кругов АПВ, АПВД, АЧК, А1ЧК, работающих торцом, применяют притирку их на выверенной чугунной плите, шаржированной порошком карбида кремния зеленого зернистостью 16, 12. Притирают вручную при постоянном поворачивании круга вокруг его оси.
return_links(); ?>