
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
2. Круги шлифовальные
Форма рабочей поверхности шлифовального круга определяется геометрией обрабатываемой поверхности и видом выполняемой операции. Размеры кругов выбирают в соответствии с размерами обрабатываемых деталей (табл. 27).
Маркировка кругов. В маркировку круга входят: сокращенное наименование завода-изготовителя, марка абразивного материала, номер зернистости, степень твердости, номер структуры, вид связки, шифр формы круга, допускаемая окружная скорость, размер круга (наружный диаметр × высота × внутренний диаметр, мм), класс круга.
Например, маркировка КАЗ 14А 40 С2 5 К ПВ 35 м/с 250×16×75 А расшифровывается так:
- КАЗ - Косулинский абразивный завод,
- 14А - абразивный материал - электрокорунд нормальный марки 14А,
- 40 - номер зернистости,
- С2 - степень твердости,
- 5 - номер структуры,
- К - вид связки,
- ПВ - форма круга - плоский с выточкой,
- 35 м/с - допускаемая окружная скорость,
- 250X16x75 - размер круга,
- А - класс круга.
На инструментах диаметром менее 40 мм маркировка не наносится.
В табл. 28 приведены рекомендации по выбору абразивных кругов в зависимости от условий обработки.
27. Форма, основные размеры и назначение шлифовальных кругов, применяемых при инструментальных работах
| Наименование | Форма и обозначение | Основные размеры, мм | Назначение | ||
| D | H | d | |||
| Плоские прямого профиля | 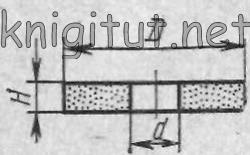 ПП |
3-400 | 6-50 | 1-50 | Круглое внутреннее шлифование, плоское шлифование периферией круга, шлифование шлицев, заточка |
| Плоские с выточкой | 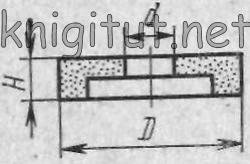 ПВ |
10-200 | 13-100 | 6-30 | Круглое внутреннее шлифование, плоское шлифование периферией круга, ручное обдирочное шлифование, заточка |
| Чашки цилиндрические | 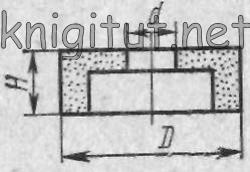 ЧЦ |
40-150 | 25-100 | 13-100 | Плоское шлифование, заточка, внутреннее шлифование |
| Чашки конические | 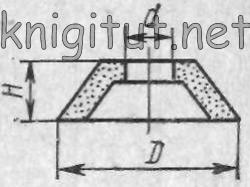 ЧК |
50-150 | 25-100 | 13-80 | Заточные работы, шлифование в углах, плоское шлифование торцом круга |
| Диски | 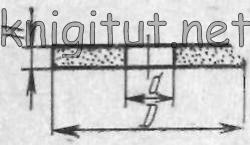 Д |
80-500 | 0,6-4 | 20-32 | Отрезные и подрезные операции, шлифование узких пазов |
28. Выбор абразивных кругов при плоском и профильном шлифовании
| А. Шлифование периферией круга | ||||||
| Обрабатываемый материал |
Термическая обработка |
Вид шлифования |
Характеристика круга | |||
| марка абразива | зернистось | твердость | связка | |||
| Высоко-углеродистые и быстрорежущие стали | Без обработки | Предварительное Чистовое |
15А 23А |
32-50 20-25 |
С1-С2 СЛ12-С1 |
К |
| Марганцовистая сталь | Закалка | Предварительное Чистовое Комбинированное |
15А 23А,15А 15А,А45 |
63-80 32-40 40 |
СМ1-СМ2 | К |
| Никелевая сталь | Без обработки | Предварительное Чистовое Комбинированное | 15А | 32-40 20-40 32-40 |
С1-С2 | К |
| Цементация и закалка | Предварительное Чистовое |
22А 23А |
50 32-40 |
СМ2-С1 СМ1-С2 |
Б | |
| Хромистая сталь | Закалка |
Предварительное
Чистовое Комбинированное |
15А 23А 15А |
32-40 20-40 32-40 |
С1-С2 СМ2-С1 СМ2-С2 |
К |
| Углеродистая инструментальная сталь | То же | Предварительное | 15А | 32-40 | С1-С2 | К |
| Чистовое Комбинированное |
23А | 20-25 32-40 |
СМ1-С1 СМ2-С1 |
|||
| Твердые сплавы | Закалка | Предварительное Чистовое Окончательное |
63С | 25-50 12-16 25 |
М3-СМ М3-СМ1 СМ1-СМ2 |
К |
| Отделочное | А, АС AM,ACM АН, АСН |
125/100÷100/80 63/50 14/ 10÷20/14 |
- |
М,Б1,К,100% К,Б,100% |
||
| Б. Шлифование торцом круга | ||||||
| Углеродистая инструментальная сталь | Закалка | Комбинированное | 23А 15А |
50-80 32-50 |
СМ1- С2 СМ2-С2 |
К Б |
| Легированная инструментальная сталь | Закалка | Комбинированное Доводка |
23А АС |
32-50 100/8÷160/125 50/40÷80/63 |
СМ1 СМ1-С1 |
К Б К, Б 100% Б, 100% |
| Твердые сплавы | - | Чистовое | 63С | 32-40 20-25 12-16 |
М2-СМ1 M2-M3 М2-МЗ |
К |
| Доводка | АС AM, ACM АН, АСН |
125/125/100÷ ÷200/160 3/2÷7/5 |
М,К,Г,100% М,Д, Б, 100%, 50% |
|||
Внешние признаки связок, на которых изготовлены шлифовальные круги, следующие:
К - керамическая, цвет круга от бело-розового до коричневого. Круги, более пористые, чем на органических связках. При простукивании звонко звучат;
Б - бакелитовая, цвет круга коричневый разных оттенков. При нагреве пламенем спички появляется запах фенола;
В - вулканитовая, цвет круга от коричневого до черного. При нагреве пламенем спички появляется запах резины;
С - силикатовая, цвет круга светло-серый. Увлажненный водой инструмент, смоченный затем каплей фенола, становится розовым.
Правка шлифовальных кругов. Точность и производительность обработки шлифовальными кругами зависит от того, насколько круг сохранил свою геометрическую форму и насколько выходящие на его поверхность абразивные зерна сохранили свою остроту.
Для восстановления формы и работоспособности кругов лучшим средством при абразивной обработке деталей оснастки и инструментов является правка кругов алмазными карандашами (ГОСТ 607-75) и алмазными иглами (ГОСТ 17564-72). Установка алмаза для правки показана на рис. 4.
Для сохранения работоспособности круга при шлифовании ручными шлифовальными машинами нужно правильно подбирать форму круга, его окружную скорость и величину давления на круг.
Для ручных машин лучше всего использовать круги формы ПП, работающие периферией круга, а также круги формы ЧЦ и ЧК, работающие торцом круга на керамической связке, твердостью СТ1 - СТ3.
Чем выше требования к шероховатости обрабатываемых поверхностей и чем тверже обрабатываемый металл, тем мельче должно быть зерно круга. Давление на круг нужно выдерживать от 2 до 3 кгс, окружная скорость от 15 до 35 м/с.
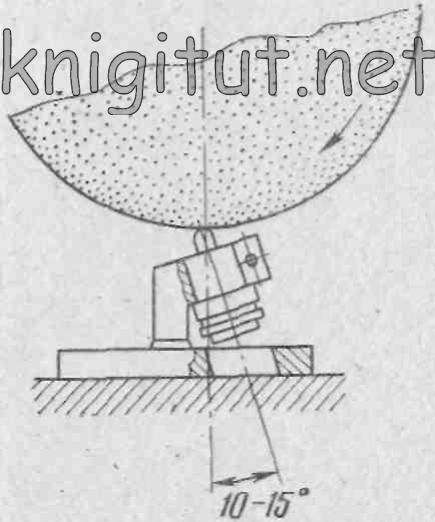
Рис. 4. Правка шлифовального круга алмазным карандашом
return_links(); ?>