
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<Предыдущая страница Оглавление книги Следующая страница>>
Ремонт головки блока цилиндров и газораспределительного механизма.
Головка блока цилиндров и газораспределительный механизм. Основными дефектами головок блока являются трещины в различных местах, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов и резьбы, ослабление посадки седел клапанов в гнездах.
Головка блока цилиндров с деталями клапанного механизма работает в очень тяжелых условиях — при высоких температурах и под воздействием механических и тепловых нагрузок. Поэтому необходимо для нее правильно выбрать способ ремонта в зависимости от дефекта и места его расположения. Трещины можно заделывать эпоксидными пастами, заваркой с общим подогревом головки, наложением заплат, штифтовкой.
Трещины на поверхности сопряжения с блоком цилиндров или на стенках рубашки охлаждения заделывают электродуговой сваркой в среде аргона. При трещинах длиной более 50 мм или при наличии двух и более трещин общей длиной 50 мм, или при трещинах в недоступных для ремонта местах головку цилиндров бракуют. Браковочным признаком являются также трещины, выходящие в камеру сгорания. Трещины, проходящие через перемычку клапанных гнезд, сваривают. Если эти трещины выходят в водяную полость, головку цилиндров бракуют. После заварки трещин головку цилиндров подвергают гидравлическому испытанию под давлением 0,3...0,4 МПа.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием с последующим шлифованием при выдержке минимально допустимой глубины камеры сгорания, которая указывается в технических условиях. Величина коробления плоскости не должна превышать 0,05 мм, ее проверяют на плите с помощью щупа.
Износ и раковины на фасках седел клапанов исправляют шлифованием или заменой седла. Восстановление седла клапана выполняют зенкованием с последующим шлифованием и притиркой. При зенковании применяют комплект зенковок с углами наклона режущих кромок 30, 45 и 60°. Зенковки с углами 75 и 15° являются вспомогательными и используются для получения необходимой рабочей фаски заданных размеров (рис. 141). Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол.
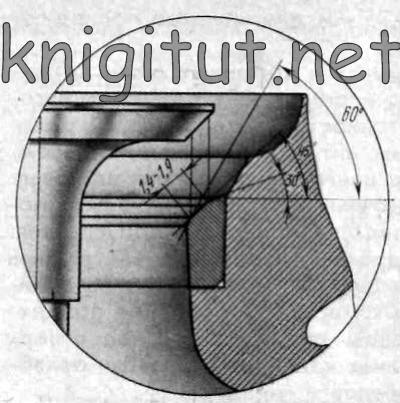
Рис. 141. Размеры фасок для дополнительной шлифовки седла клапана
При больших износах седла клапана, когда утопание калибра превышает допустимую величину, указанную в технических условиях, или при ослаблении посадки седла клапана в гнезде седло заменяют новым ремонтного размера, предварительно расточив под этот размер гнездо в головке.
Распределительный вал может иметь следующие дефекты: погнутость, износ опорных шеек и износ кулачков по профилю. Прогнутость вала устраняют правкой на прессе. Опорные шейки ремонтируют шлифованием до ремонтных размеров, кулачки, изношенные по высоте, шлифуют на копировально-шлифовальных станках При значительном уменьшении диаметра цилиндрической части кулачка (менее 32 мм для двигателя ЗМЗ-24), а также при наличии рисок и раковин, не удаляемых мелкозернистым бруском, распределительный вал заменяют.
На двигателях автомобилей «Москвич» шлифование шеек вала и кулачков при износе под ремонтные размеры не допускается.
Наиболее часто встречающимися дефектами клапанов являются: износ и обгорание рабочей фаски, деформация тарелки (головки), износ и изгиб стержня. Клапан с небольшим износом рабочей фаски восстанавливают притиркой к седлу. При значительных износах или при наличии глубоких раковин и рисок осуществляют шлифование и притирку. После шлифования фаски высота цилиндрической части головки клапана должна быть не менее величины, установленной техническими условиями.
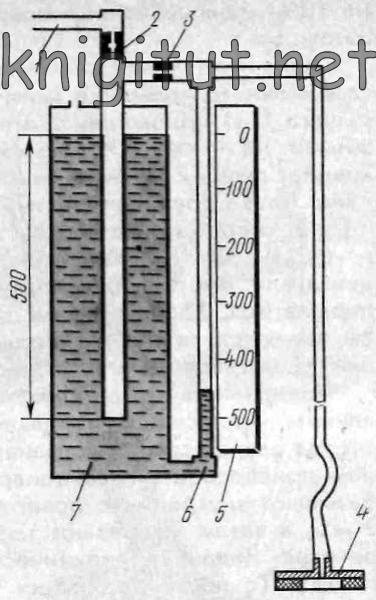
Рис. 142. Схема пневматического приспособления для проверки герметичности клапанов: 1 — шланг подачи сжатого воздуха, 2, 3 — калиброванные насадки, 4 — воздушный колокол, 5 — шкала, 6 — манометрическая трубка, 7 — цилиндр
Все клапаны притирают одновременно на специальном станке. Герметичность пары клапан — седло контролируют специальным прибором (рис. 142), с помощью которого нагнетается под избыточным давлением воздух в камеру, сгорания через шланг 1 и колокол 4 — до получения давления в 500 мм вод. ст. по шкале манометрической трубки 6. Если это давление удерживается в течение 10 с на одном уровне, посадка клапанов герметична.
Изгиб стержня и биение рабочей фаски головки относительно стержня проверяют на специальном приспособлении. При большем биении стержня клапана, чем установлено ТУ, стержень правят. Изношенный стержень клапана можно восстановить хромированием или железнением с последующим шлифованием до нормального размера. Изношенный торец стержня клапана шлифуют до получения необходимой чистоты поверхности.
Каждый раз при выполнении разборочно-сборочных операций клапанного механизма головки цилиндров необходимо очищать от нагара камеру сгорания и клапаны, проверять зазор между стержнем и направляющей втулкой, а также упругость клапанных пружин — на весах. Если при проверке окажется, что усилие пружины на 10% меньше усилия новых пружин, пружину заменяют.
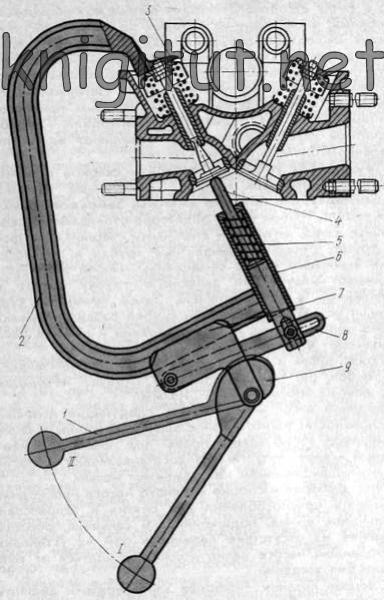
Рис. 143. Съемник клапанов:
1 - рычаг, 2 - скоба, 3 - упор, 4 - шток, 5 - пружине, в - направляющий цилиндр, 7 - кронштейн рычага, 8 – планка, 9— кулачок; I, II — положения рычага 1Съем и установку клапанов осуществляют с помощью специального съемника (рис. 143). При проворачивании рычага 1 из положения I в положение II кулачок 9 нажимает на планку 8 кронштейна 7 рычага, которая перемещает скобу 2 и тем самым сжимает обе пружины клапана. Когда пружины сжаты, надо снять сухари и затем плавно освободить пружины клапана.
return_links(); ?>