
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Термомеханические ножницы для резки листового металла
Большинство существующих конструкций устройств для резки металла имеет ограниченные технологические возможности. Даже лучшие из пневмо-гидравлических ручных ножниц могут разрезать листы металла толщиной не более 4—4,5 мм. Кроме того, все известные механизированные ручные устройства для резки металла достаточно трудоемки в изготовлении. С целью повышения эксплуатационных характеристик, а также уменьшения габаритов этого ручного инструмента новаторами А. И. Ентелем, М. К. Глозманом и В. И. Кривоноговым разработаны принципиально новые ножницы для резки и обработки листового металла (рис. 30).
Силовой орган ножниц представляет собой стержень, изготовленный из материала, обладающего способностью большого относительного удлинения при незначительном его нагревании. Это его свойство позволяет создавать большие рабочие усилия, передаваемые исполнительному органу —ножу либо пуансону, просекающему лист. В качестве материала для стержня используется нитинол (никелид титана), в котором содержится 54—56% никеля и 44—46% титана. Стержень, изготовленный штамповкой из прутка, удлиняется и в жестком кондукторе проходит закалку при температуре + 500°С с последующим медленным охлаждением до комнатной температуры. Затем он осаживается до прежних линейных размеров и проходит многократное термоциклирование — нагрев до 180—200°С с охлаждением до +20°С. После этого стержень приобретает следующие свойства: при нагреве до 40—65°С он удлиняется на 18—20%, воспроизводя длину, заданную ему при закалке. При всех температурах выше 40°С он генерирует усилия на единицу площади своего поперечного сечения, равные 60 кгс/мм2.
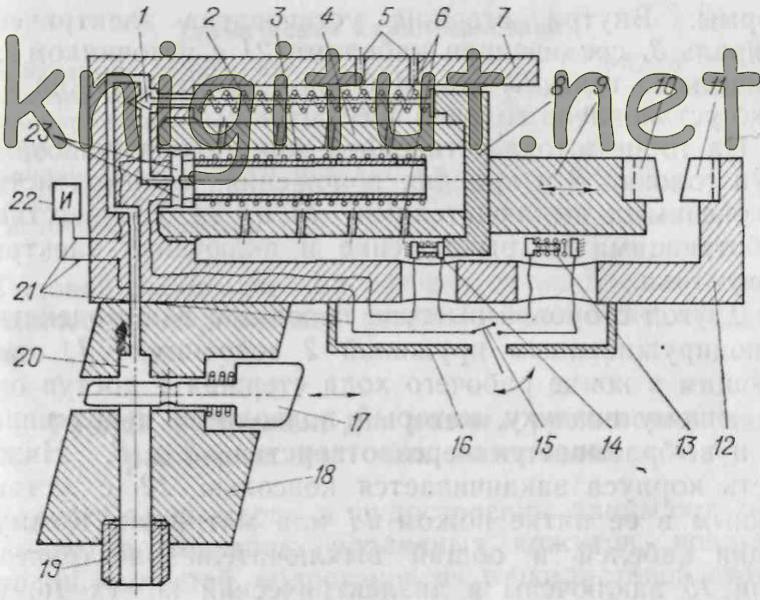
Рис. 30. Термомеханические ножницы для резки и обработки листового металла
Благодаря низким температурам, необходимым для подогрева стержня, источником энергии может служить, например, автономная аккумуляторная батарея, низковольтная электросеть, дросселируемый сжатый воздух, попутное тепло любых выхлопных газов.
К корпусу 7 ножниц прикреплена рукоятка 18 с отверстием 20 для прохода охлаждающего воздуха, подводимого к рабочей полости устройства через штуцер 19 и клапан 17. Внутри корпуса одним концом жестко закреплен силовой орган устройства, выполненный в виде полого стержня 4, обладающего эффектом памяти формы. Внутри стержня установлена электрическая спираль 3, соединенная кабелями 21 с источником электрического тока 22. На свободном конце стержня 4 жестко установлена головка 8 со штоком 9.
На торце штока установлен нож 10 или пуансон. Выступ головки 8 в крайних положениях взаимодействует с конечными выключателями 13 и 14, соответственно работающими на выключение и включение электрического тока.
Другой стороной выступа головка 8 взаимодействует с подпружиненным пружиной 2 золотником 1, открывающим в конце рабочего хода стержня 4 доступ охлаждающему воздуху, который подводится через каналы 23 и выбрасывается через отверстия 5 и 6. Нижняя часть корпуса заканчивается консолью 12 с установленным в ее пятке ножом 11 или матрицей. Коммуникации кабелей и общий выключатель электрической цепи 15 заключены в диэлектрический кожух 16, расположенный на корпусе.
В исходном, нерабочем состоянии стержень 4 имеет минимальную длину, и поэтому зазор между ножами 10 и 11 максимален. Для работы к штуцеру 19 подводят сжатый воздух от магистрали (давление 4— (6 ктс/см2) и подключают устройство к источнику электрического тока 22.
При нажиме на клапан подвода воздуха 17 и курок выключателя электроцепи 15 ток проходит через электрическую спираль 3. Последняя нагревается и передает тепло силовому органу устройства — стержню 4. При нагреве свыше 40°С он начинает удлиняться, толкая при этом головку 8, которая перемещается внутри корпуса 7. Нож 10 совершает рабочий ход, разрезая металл, установленный предварительно в зазор между ножами. В конце рабочего хода головка 8 нажимает на конечный выключатель 13, размыкая электрическую цепь. Золотник 1 открывает доступ сжатому воздуху к каналам 23. При понижении температур в интервале от 70 до 40°С стержень 4 сокращается, головка 8 перемещается вместе с незакрепленным стержнем влево. Подходя к исходному положению, золотник 1 перекрывает доступ сжатому воздуху и охлаждение прекращается. Одновременно головка нажимает на конечный выключатель 14, который вновь замыкает электрическую цепь, и цикл повторяется.
Техническая характеристика
Развиваемое усилие, кгс. 26520
Размеры силового органа, мм. Ø 40x20, длина 150
Удлинение силового органа, мм. 22—25
Нагрев силового органа, °С. 80—90
Толщина разрезаемого металла, мм. до 16
Масса устройства (без автономного источника питания), кг. 0,56
Годовой экономический эффект от внедрения термомеханических ножниц для резки листового металла составил 17,2 тыс. руб.
return_links(); ?>