
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Оптический центроискатель.
Оптический центроискатель, представленный на рис. 10, позволяет получать резкое изображение разметочных рисок и лунок, расположенных на различных расстояниях до обрабатываемых поверхностей. Особенно это важно в тех случаях, когда деталь имеет ступенчатую форму и для сверления или расточки отверстий в этих ступенях приходится применять различные по длине инструменты.
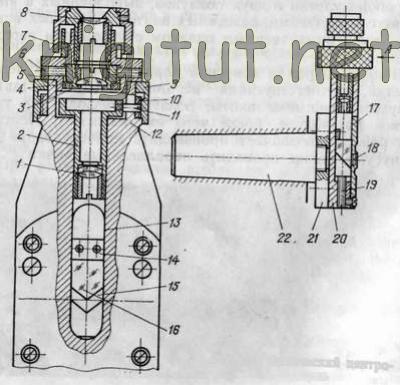
Рис. 10. Оптический центроискатель
Центроискатель состоит из скрепленных между собой конического хвостовика 22, переходной шайбы 21 и оптического устройства, все элементы которого и механизм фокусировки помещены в корпусе 20. Верхняя часть корпуса имеет ступицу 12 с выполненными соосно центральными отверстиями и наружным пояском. Ось отверстий пересекается с осью хвостовика 22 под прямым углом. В отверстии меньшего диаметра ступицы расположена втулка 2 с закрепленной в ней оправой с линзой 1. Во втулку ввинчена шпилька 11, которая пропущена через сквозной продольный паз ступицы и входит в отверстие резьбового кольца 10, имеющего наружную резьбу. Втулка 9 посажена на наружный диаметр ступицы и свинчена с кольцом 10. При повороте втулки кольцо смещается в осевом направлении и посредством шпильки 11 перемещает втулку 2 с линзой 1, осуществляя тем самым фокусировку оптической системы на обрабатываемую поверхность.
Линза 3 в оправе имеет перекрестие. Она закреплена резьбовым кольцом 4 во втулке с фланцем 5, привинченной к торцу ступицы, и регулируется в поперечном к оси направлении четырьмя стопорными винтами 6. Окулярная резьба 7 втулки 5 позволяет перемещать в осевом направлении окуляр 8, чем осуществляется настройка на резкое изображение перекрестия линзы 3 по глазу работающего.
Оптическая визирная ось «ломается» призмой 16, причем для совмещения этой оси с осью хвостовика 26 призма может смещаться при регулировке устройства в пазу 13 в направлении, перпендикулярном оси хвостовика. Смещение производится с помощью планки-упора 14, оправы 15 и регулировочного винта 19. Корпус закрывается крышкой 17, в которую вмонтировано защитное стекло 18.
После установки, выверки и закрепления на столе станка обрабатываемой детали производится настройка оптической системы центроискателя на резкое изображение одной из ее поверхностей. Поворотом окуляра 8 добиваются резкого изображения перекрестия линзы, а поворотом втулки 9 — резкого изображения разметочных рисок, находящихся на поверхности детали.
Перемещениями стола станка при одновременном наблюдении в окуляр 8 совмещают изображения разметочных рисок с центром перекрестия линзы 3. Затем центроискатель извлекается из шпинделя станка, на его место устанавливается рабочий инструмент, которым обрабатывается размеченное отверстие.
Поскольку обрабатываемые отверстия могут находиться на разных ступенях детали, то инструменты и их державки кроме различий в настройке на разные диаметры будут иметь и различную величину вылета.
Точность совмещения лунки с перекрестием центроискателя составляет в среднем 0,04...0,06 мм.
Центроискатель отличается малыми габаритами и удобством в эксплуатации. Его внедрение значительно повысило точность механической обработки по разметке.
return_links(); ?>