
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Устройство для автоматического ориентирования крепежных винтов
Устройство для автоматического ориентирования крепежных винтов (рис. 75, б) представляет собой цилиндрический корпус 15, в полости которого, ограниченной цилиндрической полостью 12, имеются кольцевые канавки 13. Их глубина должна соответствовать длине используемых при сборке винтов 11. Шаг между кольцевыми канавками выбирается таким, чтобы головки винтов, находящихся в соседних канавках, имели между собой зазор в 0,5... 1 мм.
При ориентировании винты засыпают в полость корпуса, сверху закрывают крышкой 14. Затем устройство встряхивают несколько раз. При этом винты проваливаются резьбовой частью а канавки 13, ориентируясь головкой со шлицем вверх. Затем, сняв крышку, отвертку располагают вертикально, так, чтобы лезвие ее находилось напротив шлица винта. Головка винта захватывается цанговой частью втулки, и он переносится с отверткой в резьбовое отверстие сборочной единицы.
Для винтов с потайной головкой используют устройство, на краю кольцевых канавок которого растачиваются фаски, соответствующие конической части головки винта (рис. 75, в).
Устройство для ориентирования стопорных винтов имеет на дне полости 12 глухие отверстия глубиной, соответствующей длине винтов (рис. 75,г).
Применение описанных отвертки и устройства позволяет значительно уменьшить затраты времени на установку и завинчивание различных винтов, повысить культуру производства, снизить трудоемкость и затраты времени на сборочных операциях.
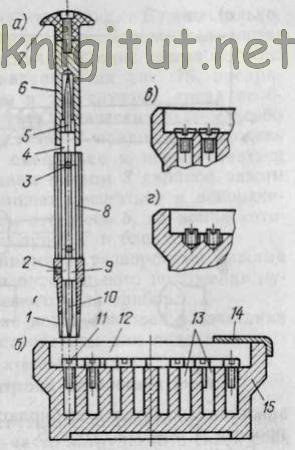
Рис. 75. Модернизированная отвертка для захвата и удержания винтов
return_links(); ?>