
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Цанговая заглушка для гидравлических испытаний приварных труб
Цанговую заглушку для гидравлических испытаний приварных труб (рис. 72) разработали и внедрили новаторы Коненкова В. А., Будаков Ю.
С, Шапиро В. Я. и Николаев А. В. Заглушки состоят из корпуса 3,
рубашки, сухарей 4, гайки 2 и манжеты. В корпус одной заглушки
вворачиваются глухой штуцер 6 и пробка 5 для выпуска воздуха из
испытываемой трубы (справа), а в корпус другой (слева)—штуцер 1
с отверстием для подачи в нее воды.
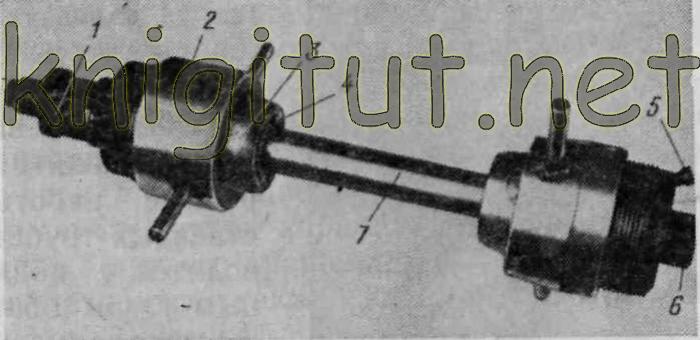
Рис. 72. Цанговая заглушка для гидравлического испытания приварных труб
На трубу 7 с обоих концов одеваются рубашки заглушек с гайками. В них устанавливаются сухари, изготовленные на конус таким образом, что при наворачивании гайки они сильно обжимают трубу. Вращая гайки за рукоятки, корпуса заглушек вводят во внутренние полости гаек. При этом они обжимают прилегающие к поверхности трубы сухари и уплотнительную манжету. Затем в корпус одной заглушки вворачивают глухой штуцер и воздушную пробку, а в корпус другой — штуцер с отверстием, к которому подключают напорный трубопровод от стенда.
Трубу располагают таким образом, чтобы ее конец, на котором закреплена заглушка с воздушной пробкой, был выше всей остальной трубы (при всех конфигурациях труб это правило должно соблюдаться). После этого трубу испытывают на прочность и плотность. При повышении давления сцепление сухарей с поверхностью трубы возрастает, причем чем оно больше, тем крепче держится цанговая заглушка на конце трубы. После испытаний разборка заглушки производится в обратном порядке.
Техническая характеристика
Диаметр обрабатываемых труб, мм 24—32
Максимальное испытательное давление, кгс/см2 300
Минимальная длина прямого участка под установку заглушки, мм 85
Габаритные размеры, мм 190x98
Масса, кг 4
Внедрение таких заглушек взамен приварных позволяет изготавливать трубы непосредственно на нужный размер, без припусков на приварку и отрезку приварных заглушек, экономить сварочные материалы и электроэнергию. Годовой экономический эффект от внедрения заглушек составил 4,5 тыс. руб.
return_links(); ?>