
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Устройство для разметки деталей кернением
Устройство для разметки деталей кернением (рис. 5), созданное на базе малого инструментального микроскопа, существенно повышает как точность, так и производительность разметки различных оснований, плат и других плоских деталей.
На оправу объектива 5 (рис. 5, а) инструментального микроскопа 6 закрепляют винтом 3 насадку 4, несущую разметочный кернер с пружинно-спусковым механизмом. В сквозном отверстии корпуса 15 насадки (рис. 5, б) помещают направляющую втулку 13 с кернером 14. Втулка 13 может быть запрессована в планку 15 либо установлена по скользящей посадке. Такой вариант оправдан при большом объеме точных разметочных работ, когда требуется быстрая смена всего спускового механизма в случае притупления или поломки кернера.
Пружина 12 установлена на цилиндрический хвостовик кернера и упирается в буртик его рабочей части и нижний торец втулки 9, которая сопрягается резьбой с втулкой 13. На втулку 9 напрессовано кольцо 11, имеющее коническую часть с индексом Б и радиальное резьбовое отверстие, в которое ввинчен винт с накаткой 10.
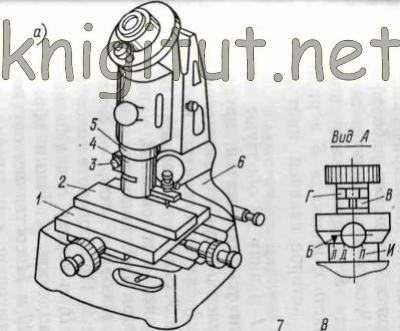
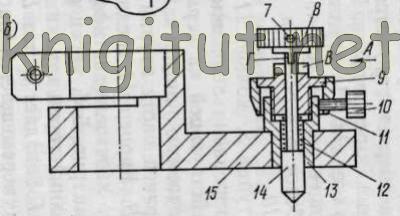
Рис. 5. Устройство для разметки деталей кернением
Втулка 9, кольцо 11 и винт 10 образуют механизм регулирования величины усилия сжатия пружины 12, воздействующей на кернер 14 при перемещении его на размечаемую деталь 2, установленную на столе 1. В верхней части втулки 9 сделан сквозной радиальный паз В. Кернер 14 соединен с головкой 8, укрепленной на его хвостовике штифтом 7. В положении, изображенном на рис. 5,6, торец гребня Г головки 8 упирается в верхний торец втулки 9. При повороте головки 8 гребень Г западает в паз В, и кернер под действием пружины перемещается на деталь 2. Таким образом, головка 8 с деталями 9, 12 и 14 составляет спусковой механизм.
На наружной цилиндрической поверхности втулки 13 нанесены индексы И материалов: Л — латунь, Д— дюраль, П — пластмассы. Установкой индекса Б против соответствующего обозначения материала размечаемой детали (и соответственно изменением величины сжатия пружины 12) получают необходимую величину керна.
После закрепления размечаемой детали на столе микроскопа винт 10 ослабляют, а поворотом кольца 11 устанавливают индекс Б против обозначения материала. Затем винт затягивают, поднимают кернер и поворачивают головку 8 примерно на 90° так, чтобы гребень Г упирался в верхний торец втулки 9.
Для установления первой координаты размечаемого отверстия стол микроскопа с деталью перемещают соответствующими маховиками. Поворотом головки 8 приводят в действие спусковой механизм и производят кернение. Контроль координат отверстий осуществляют с помощью оптического устройства микроскопа.
Использование рассмотренного разметочного устройства позволяет снизить трудоемкость разметки, поскольку здесь не наносятся разметочные риски, как в традиционных способах. При этом точность разметки повышается до 0,02...0,03 мм, так как устраняется погрешность совмещения острия кернера с перекрестием нанесенных ранее разметочных рисок, а также благодаря достижению полной идентичности разметочных лунок.
Устройство просто в изготовлении и эксплуатации и может использоваться в точном приборостроении и инструментальном производстве изделий сложного профиля.
return_links(); ?>