
| Главная |
| Поиск по сайту |
| Полезные ссылки |
| Главная |
| Поиск по сайту |
| Полезные ссылки |
<<предыдущая страница Оглавление книги следующая страница>>
Сверлильно-шлифовальное приспособление
Сверлильно-шлифовальное приспособление (рис. 47), предложенное новатором Б. Н. Лужанским, устанавливается в пиноль задней бабки токарно-винторезного станка и может производить сверление отверстий диаметром 0,5—5 мм; сверление центровых углублений без включения электрического двигателя станка; наружное и внутреннее торцевое шлифование; отрезку деталей дисковыми фрезами и абразивными кругами; прорезку канавок шириной 0,1—2 мм.
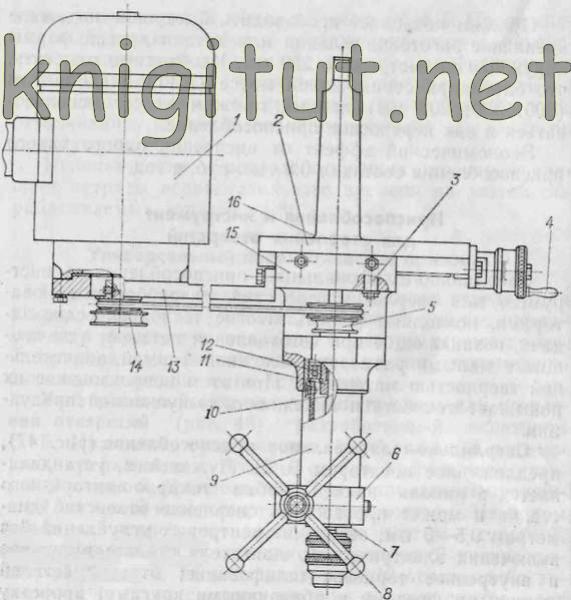
Рис. 47. Сверлильно-шлифовальное приспособление
Электродвигатель 1 фланцевого типа с ведущим ступенчатым шкивом 14 закреплен посредством плиты 13 на П-образной каретке 15. Каретка перемещается по направляющим типа «ласточкин хвост» неподвижного корпуса 2, имеющего конический хвостовик с конусом Морзе 4. На каретке размещен ведомый шкив шпинделя, а в ее выточке установлена направляющая втулка пиноли 9, в которой возвратно-поступательно перемещается пиноль 7. Нарезанная на ее поверхности рейка сцеплена с ведущей шестерней, на оси которой установлен штурвальчик 8. При вращении последнего и происходит перемещение пиноли.
Узел перемещения пиноли смонтирован в корпусе 6, напрессованном на направляющую втулку 9. Шпиндель установлен в передней части пиноли на двух радиальных шарикоподшипниках 12. При перемещении пиноли хвостовик 10 шпинделя входит в отверстие подшипниковой втулки 11 ведомого шкива 5. Таким образом, при вращении шкива шпиндель тоже начинает вращаться.
Каретка 15 вместе со шпинделем может перемещаться от положения «0», соответствующего совпадению осей центров станка и приспособления, вследствие вращения маховика 4, который установлен на микрометрическом винте, связанном с гайкой 8 в отверстии каретки. Риски 16 наносятся после определения нулевого положения шпинделя после сборки приспособления.
При производстве шлифовальных работ на место патрона крепится оправка с шлифовальным кругом. Подача ее осуществляется маховиком 4, а ход круга — штурвалом 8. При повышенных требованиях к точности размеров отверстия при сверлении соотношение числа оборотов шпинделя станка к числу оборотов шпинделя приспособления принимают равным 1 : 4 или 1 : 6.
Использование приспособления значительно расширяет технологические возможности токарно-винторезного станка, снижает расход электроэнергии, сокращает цикл изготовления деталей.
Техническая характеристика
Частота вращения шпинделя, об/мин 1000 - 20 000
Диаметр сверления, мм. 0,5 - 5
Диаметр абразивного круга, мм 10 - 60
Габаритные размеры, мм 370x390x150
Масса, кг. 12
return_links(); ?>